3D 打印是一种快速、经济高效且一步到位的解决方案,可用于制造从虚拟 3D (CAD) 模型到有形生产部件或原型的任何产品。与传统的加工工艺相比,即使是非常复杂的设计也可以使用 3D 打印轻松实现。本文讨论如何在 Xometry择幂科技提供的选项中选择经济高效的 3D 打印技术和材料。
影响3D打印价格的因素
在选择最实惠的选项之前,务必了解影响3D打印价格的因素,如设计、材料、整理、数量和交付周期。以下是详细说明。
设计
零件的三维模型设计是影响成本的最重要因素。就根据设计的成本而言,需要考虑以下因素。
体积
定义对象的大小是影响打印成本的一个重要因素。打印成本与对象的大小成比例。对象越大,需要的输入打印材料越多,这又增加了成本。大体积的物体也导致更长的印刷周期和印刷成本的增加。由于3D打印价格与对象在机器托盘中占据的体积成比例,因此改变对象的几个方面以使其紧凑而不需要改变整个对象的比例可以降低对象的整体价格。
壁厚
物体的强度取决于墙壁的厚度,但为了省钱,检查一些部分是否可以做得更薄。然而,墙不能太薄:例如,对于FDM,建议的最小厚度为1.2mm;对于SLS:0.7毫米。 根据3D打印工艺和机械性能,不同的材料有不同的壁厚要求。更薄的墙可以减少构建时间并降低成本,但它也可能意味着精致的特征、缺口和缺失的部分。选择壁厚时,应主要考虑几何形状和零件应用。
挖空
挖空零件确实是节省材料的好方法。更少的材料意味着成本的明显降低。这也是减少零件重量的有效方法。不过,它可能会略微影响整体零件强度。根据应用,哪些区域可以是空心的,哪些区域需要是实心的,这完全由设计者决定。
层高
3D打印机通常逐层打印零件。层高度是对单个层的度量。如果层高度更大,则会看到3D打印表面上的固有脊或“阶梯”,从而导致表面不太平滑。较小的层高度提供了改善的表面质量(高清晰度),但由于整体构建时间而导致价格增加,因为层较小并且构建完整部分所花费的时间增加。
支持结构
3D打印支持结构不是模型的一部分,但用于在打印期间支持模型的一部分。打印结束后,还有一项额外的任务,即在模型准备就绪之前移除结构。在生产环境中,增加的工作量意味着模型的成本增加。设计上的支撑材料数量也会影响价格,因为它会增加所需的材料数量。例如,在FDM进程中,需要支助结构,而在塞拉利昂和MJF,则不需要支助结构。使用自支撑角度(通常为45度或更大)优化设计时,使用的支撑材料更少,有助于减少材料费用。
了解有关针对不同3D打印技术进行设计的详细信息:
材料
用于制造零件的材料类型在成本确定中起着重要作用。如果您正在寻找最负担得起的材料,一个简单的原型光聚合物,如聚酰胺(PA)或环氧树脂将是最适合;如果您有更多的功能要求,如高强度、精细的表面处理或耐热性,这个过程可能会变得昂贵得多。
例如,在树脂光固化成型(SLA)工艺中使用的树脂如耐热聚碳酸酯提供了耐热性和耐腐蚀性,并且也是昂贵的。惠普尼龙多流射熔融成型(MJF)和热塑性材料熔融沉积成型 (FDM) 中使用的材料(如聚酰胺(PA))非常耐磨、重量轻、适用范围广,而且价格便宜得多。重要的是要事先知道哪些物性是理想的,以获得较低的价格。
后处理工作
印刷完成后,根据零件的复杂程度,会进行不同的后处理工作。例如,打印的原始纹理可能没有适合应用的方面。在这种情况下,需要额外的抛光工作来消除产品的缺陷。这些方法对于热塑性塑料和一些树脂是通用的。移除支撑结构和定制具有不同颜色的3D打印也是常见的后处理工作。
由于并非所有的印刷技术都能在材料上添加颜色,因此需要进行印刷、染色或绘画(昂贵)。所需的所有额外精整工作的列表根据应用而继续,例如,上漆或喷丸处理(用于金属)。这些后处理需要额外的劳动力、机器时间,因此增加了价格。
数量
减少3D打印成本的选项之一是将3D打印视为生产技术和传统工艺的替代。例如,与单个部件相比,批量生产20个单位的相同部件将对价格产生显著影响。与初始单位成本相比,其提供了最多可减少80%的经调整成本。
工期
提前期在零件成本中起着重要作用。如果零件需要立即制造,额外的工作时间和更快的交货将反映在最终价格中。
Xometry择幂科技提供价格合理的3D打印技术
如果您正在寻找生产负担得起的3D打印,您应该考虑以下三种技术之一:熔融沉积模型、选择性激光烧结或HP多重喷射熔融。所有这些技术都以可承受的价格提供了出色的质量
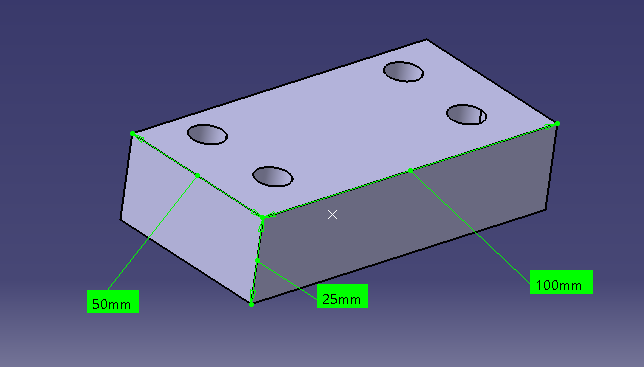
让我们以此模型为参考,比较这三种技术。
熔融沉积模型 (FDM)
FDM是最受欢迎和负担得起的技术之一。在此过程中,通过以预定路径逐层选择性地沉积熔融材料来构建产品。所用材料为热塑性聚合物,呈丝(细线状)形式。
材料:热塑性丝 (ABS, 尼龙, 聚碳酸酯, PEEK, etc.)
优点:
- 可以实现大的零件尺寸和非常少的后处理
- 提供多种选择和颜色
- 快速
- 与其他流程相比价格低廉
缺点:
- 移除支撑材料后的标记
- 忽略小细节
- 非平滑或分层饰面
考虑到参考模型必须在FDM印刷,我们以所使用的两种热塑性塑料为例,ABS和ULTEM 9085 HP TP,而ABS是较便宜且广泛使用的材料,而ULTEM 9085 HP TP是具有高机械性能的材料并且很少使用。
| 材料 | 成本(如果订购单个单位) | 单位成本(如果订购20件) |
| ABS | 22.18€ | 22.15€ |
| ULTEM 9085 HP TP | 106.1€ | 93.02€ |
从上表可以看出,在这两种情况下,大批量生产零部件导致最终总价格下降。这是普通快递的价格,如果选择更快的快递要贵得多。
选择性激光烧结 (SLS)
选择性激光烧结 (SLS) 是最受欢迎的3D打印技术之一,它生产的零件精度高,经久耐用,非常适合终端使用、低至中等批量生产或快速原型制造。尽管SLS提供了高细节质量和完美的生产可重复性,但它是工业3D打印服务中最便宜的选择之一,因为它可以批量生产零件,而无需支撑结构要求。
材料: 热塑性粉末 (如: PA 12, TP)
优点:
- 便宜
- 设计自由
- 耐用、通用、灵活且抗腐蚀(尼龙)
- 可扩展且快速
缺点:
- 表面光洁度
- 大型特征中的扭曲和蠕变问题
- 颜色选择较少
考虑到参考模型必须打印在SLS和我们采取的两个例子,所使用的热塑性塑料,尼龙PA 12和Flex TPU M95A PU和他们的成本比较。
| 材料 | 成本(如果订购单个单位) | 单位成本(如果订购20件) |
| 尼龙 PA 12 | 79.72€ | 57.77€ |
| Flex TPU M95A PU | 121.76€ | 109.86€ |
惠普尼龙多流射熔融成型(MJF)
惠普尼龙多流射熔融成型(MJF) 是一种功能强大且价格合理的3D打印技术,可在高速下生产高度精确且耐用的零件,特别是与其他技术相比。Multi Jet Fusion零件非常适合于最终用途、低至中等批量生产、快速原型制造或作为注塑成型的过渡工艺。
材料: 热塑性粉末 (如: PA 11, PA 12, 或 TPU)
优点:
- 设计自由,因为不需要支持
- 对小批量来说很便宜
- 耐用、通用、灵活且抗腐蚀(尼龙)
- 可扩展且快速
缺点:
- 表面光洁度
- 有限的后处理选项
- 大型特征中的扭曲和蠕变问题
- 颜色选择较少
考虑到参考模型必须在MJF印刷,我们采取的两个热塑性塑料的例子,尼龙PA 12和TPU PU 88/95A和他们的成本比较。
| 材料 | 成本(如果订购单个单位) | 单位成本(如果订购20件) |
| 尼龙 PA 12 | 18.29€ | 15.96€ |
| TPU PU 88/95A | 21.81€ | 16.62€ |
上表中的材料更便宜,应用更广泛。除了颜色之外,它们还表现出相同的性质,因此价格更便宜。
结论
FDM、MJF和SLS这三种方法使用的几乎是相同的热塑性塑料,它们相对便宜而且使用广泛。热塑性塑料,如PA或ABS,可以很好地适合原型和模型应用,但他们提供的质量和细节是低。
在我们的比较中,我们使用的模型的最便宜的选项是MJF 3D打印与PA12的组合,但我们建议始终检查所有三种技术和可用的材料。在Xometry择幂科技实时报价引擎中获得实时报价。