真空复模服务
- 可获取实时报价
- 耐用部件,生产级品质
- 低成本、快速周转,提供高品质塑料部件
获取真空复模零部件报价
STEP | STP | SLDPRT | STL | IPT | 3DXML | CATPART | PTC | PRT | SAT | PDF
概述:什么是真空复模?
真空复模的基础知识
真空复模提供满足生产级质量的终端用途刚性、柔性和橡胶部件。真空复模工艺使用 3D 打印的母模来创建一个硅胶模具,该模具可提供高质量的短期运行部件,是小批量注塑成型经济高效的替代方案。
真空复模具体流程
真空复模与注塑成型相似,它需要一个具有最终部件形状的空腔的工具。主要区别在于真空复模使用由硅胶制成的“软”模具,而注塑成型使用经过 CNC 加工的“硬”金属模具。因此,真空复模的缺点是模具磨损得更快。然而,对于需要满足生产级质量和表面光洁度的小批量原型塑料部件来说,它更经济高效。
真空复模工艺有 3 个主要步骤:
- 母模:在第一步中,使用增材制造工艺制作最终部件的母模。Polyjet 3D 或 立体光刻 (SLA) 3D 打印工艺是最常用的方法,因为它们能够生产高分辨率和天然表面光滑的部件。母模通常是在创建模具工具之前用手工完成的,实现最佳的表面细节。
- 成型:在第二步中,3D 打印母模被包裹在液体硅胶中,液体硅胶在母模周围固化,硅胶封装了打印部件的所有特征。当模具固化时,将其切割成不同的两半,并移除母模或 3D 打印部件。从而留下一个形状与部件完全一样的内腔。
- 浇注:在真空复模工艺的最后一步,将液态聚氨酯或硅胶浇注到硅胶模具中,然后将模具放置在腔室中,以帮助去除液态材料中的气泡。对于不透明部件,腔室通常会进行加压。对于透明部件,腔室通常会抽真空以减少气泡并增加透明度。固化后,将硅胶两半分开,并移除新形成的部分。重复此过程,直到达到所需数量。
真空复模的优点
与注塑成型或 3D 打印相比,真空复模的高质量塑料部件成本低、交货快。注塑成型需要对模具的加工进行昂贵的前期投资,而真空复模所需的硅胶模具价格低廉且易于生产。此外,大多数 3D 打印工艺需要大量的后期处理才能达到接近完成的状态,而真空复模部件从模具中取出后即可使用。真空复模是制造高质量原型或小批量生产刚性、柔性、透明、着色或橡胶状塑料部件的理想选择。
Xometry择幂科技真空复模服务
真空复模提供具有生产级质量的终端用途刚性塑料部件或橡胶部件。Xometry择幂科技是一站式的真空复模服务提供商,其复模工艺无需昂贵且耗时的硬质工具,使用 3D 打印的母模和硅胶模具,可提供长达 30 英寸的高质量短期运行部件。真空复模部件的成品尺寸取决于主模型的精度、部件的几何结构和铸造材料。通常,预计收缩率为 +0.15%。
当对颜色、表面质量和韧性有要求时,经常使用真空复模部件。硅胶复模是埋入成型或二次成型的理想替代方案,提供小批量、多种材料选择。真空复模还可用作 3D 打印 快速原型设计和注塑成型之间的过渡工具,以平衡质量、成本和时间。真空复模部件也可以是透明的、颜色匹配的、涂漆的(包括电磁屏蔽),有安装的刀片,甚至是进行定制化表面处理。
真空复模材料
真空复模部件常被比作注塑成型材料。例如,刚性真空复模部件可能被描述为“类聚碳酸酯”,而更柔性的塑料可能被描述为“类聚丙烯”。我们将复模材料分为一般类别,以帮助您更快地做出决策,并在项目中获得最佳性能。下面的列表描述了选择聚氨酯时的材料类别和技术示例。
真空铸造聚氨酯树脂 |
||||||
|
性能相近 |
强度或肖氏硬度 |
弯曲 (MPA) | 耐温最大值 |
产品颜色描述 |
优势或劣势 |
收缩率 |
| ABS 类型 | ||||||
| ABS | 83 shD | 1790 | 85 | 琥珀色、白色和黑色 | 良好的抗性 | 1 |
| ABS | 81 shD | 2200 | 93 | 深琥珀色 | 良好的抗性 | 1 |
| PS chocs | 74 shD | 1500 | 70 | 白色/黑色 | 适合 | 1 |
| 聚丙烯类型 | ||||||
| PP | 75-83 shD | 600-1300 | 70 | 白色/黑色 | 良好的抗性 | 1 |
| 可着色弹性体 | ||||||
| 弹性体 | 20-90shA | / | / | 乳白色/黑色 | 良好的弯曲性能 | 1 |
| 弹性体 | 30-90shA | / | / | 透明 | 良好的弯曲性能 | 1 |
| 高温 | ||||||
| PC | 85 shD | 2254 | 105 | 白色/黑色 | 高温 T℃ 105° | 1 |
| PS/ABS | 80 shD | 2300 | 120 | 黑色 | 理想 TG 120° | 1 |
| 阻燃性 | ||||||
| ABS | 83 shD | 1800 | 85 | 白色 | 94V0 阻燃 | 1 |
| 负载ABS | 87 shD | 3300 | 100 | 米白色 | V 0 far 25 | 1 |
| 透明度 | ||||||
| PMMA | 87 shD | 2100 | 100 | 透明 | 着色 TG100° | 0.996 |
Xometry择幂科技真空覆膜的表面处理选项

真空复模颜色选项
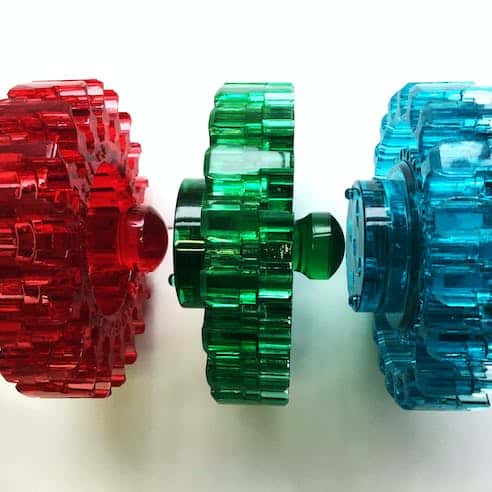
聚氨酯可以与颜料混合以获得各种颜色。通常自然状态下,复模材料可能是琥珀色至乳白色。Xometry 的透明复模材料选项为无色。以下是 Xometry 的颜色选项:
- 黑色
- 颜色匹配
- 天然(无颜料)
- 透明(无色)
真空复模公差
典型真空复模部件的公差
| 描述说明 | 公差说明 |
| 距离尺寸 | 公差通常为+/- 0.010”或 +/- 0.003”每英寸,以较大者为准。不规则或过厚的几何形状可能会由于收缩而引起偏差或变形。 |
| 收缩量 | 由于液体的热膨胀和柔性模具的响应,预计收缩率为 +0.15%。 |
| 表面质量 | 表面处理是指表面被打磨成光滑的缎面或哑光表面。生长线可能出现在内部或难以接触的特征上。抛光或定制化表面处理必须在订货时明确定义并达成一致。 |
| 特征定义 | 尖角和文字可能会显得略圆。 |
| 尺寸建议 | 我们可以提供长达 30 英寸(0.762 米)的真空复模部件。 |


