微信扫码
制造信息一手掌握

扫码参与
福利活动

订单动态
实时追踪
择幂科技:一站式按需制造服务商
Xometry择幂科技,基于AI的一站式按需制造服务商。您只需上传3D图纸、获取实时报价、下单购买三步即可获得所需零部件。我们的制造网络涵盖了中国及海外5,000多家制造商,可提供您所需的生产能力,助您进行原型设计和生产。
最快一天时间内快速
制造部件
制造部件
ISO 9001:2015 质量
认证
认证
支持21+工艺,200+材料
生产制造
生产制造

CNC加工

3D打印

钣金

注塑成型

压铸
深受以下企业的信任:


Xometry择幂科技为您的定制零件生产提供强力支持


庞大的制造网络
Xometry择幂科技拥有5,000多家制造伙伴遍布在中国和全球30多个国家,具备不同的制造能力和认证。在线即可下达订单。我们的制造网络严格遵守保密协议,保护客户隐私。


实时报价引擎
无须漫长等待,只需轻点几下按键,即可获取 DFM(可制造性设计分析)反馈,了解备货时间和报价等信息。Xometry择幂科技实时报价引擎(IQE)利用数据科学为您服务,助您轻松为项目选择合适的价格/备货时间选项。兼容 STEP、Mesh、Parasolid 和 ACIS 文件。


状态更新和质量保证
凭借严格的质量保证和定期状态更新, 可确保您定购的部件将准确无误地准时送达。
Xometry择幂科技面向各行各业的精密制造
航空航天
汽车
消费产品
教育
电子
能源
工业
医疗和牙科
机器人和机器制造
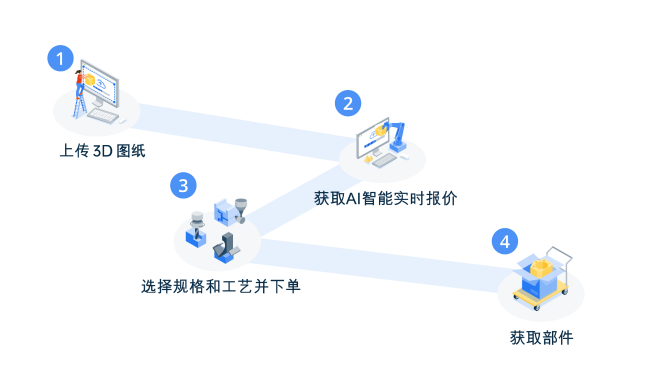
如何通过Xometry择幂科技订购部件?

上传3D图纸
1
上传3D图纸
可同时导入不同部件的多种设计,生成单个报价。详细的成本预估将在一分钟时间内显示在屏幕上。

选择制造工艺
2
选择制造工艺
首先,选择您需要的制造工艺;然后,从200+种材料中进行选择;最后,还可从一系列表面处理和认证中进行选择。

在线订购部件
3
在线订购部件
选择必填的选项之后,您只需确认订单,并在安全支付平台上进行支付。Xometry择幂科技工程师将对您的设计进行分析检验。

接收所需部件
4
接收所需部件
您将在短短几天内收到订购的部件,并且会直接配送到您填写的收货地址。您可在个人帐户中随时跟踪包裹的物流进度。