CNC铣削加工是使用广泛的加工工艺之一。本文将介绍CNC铣削的过程、优势和限制,以及您需要了解的方方面面……
18世纪的工业革命标志着以制造业为目标的人与机器联盟的开始。在此之前,主要的制造方法是铸造。这种方法以及当时可用的其他方法都是手动的、乏味的,并且容易出错。然而,今天,随着数字技术的进步,能够以高速和高精度生产非常复杂的零件的制造过程现在已经存在。其中之一是CNC(计算机数控)铣削。
什么是CNC铣削?
CNC铣削是一种减材制造过程,其中计算机控制的切削刀具逐渐从工件上移除材料,以创建期望的形状或对象。这个过程是通过使用被称为CNC铣床或CNC磨机的机器来实现的。它是广泛使用的机械加工过程,其他是CNC车削和CNC钻井。
CNC铣床的零件
为了更好地理解数控铣削的过程,有必要了解数控铣削的零件。不同铣床的零件因制造商、类型和能力而不同。然而,有一些零件是每台数控铣床的基础:
- 主轴:心轴将切削刀具保持就位
- 控制面板:操作员使用该部件控制机器。这是计算机接口所在的位置
- 立柱:立柱是机器的主框架和支架。它将其他组件固定就位
- 鞍形件:鞍形件固定在机器的支柱上。它支撑着工作台。
- 工作台:工作台位于鞍形件的顶部。这是操作者放置工件并使用工件保持装置的地方。
- 基础:基础是为地面上的整个机器提供支撑的东西。
CNC铣削的工作原理
在并入CNC之前,在铣床中的控制是手动执行的。 这给了很多出错的空间。成品出现在机械师的脑海或视野中,类似于艺术家绘画的方式。然而,随着CNC的加入,铣削变成了一个高度精确和精确的过程,涉及一些步骤。创建CNC铣削零件涉及四个顺序步骤:
- 设计3D模型
- 将模型转换为机器代码
- 设置铣床
- 实际碾磨
设计3D模型
CNC铣削过程的第一步是设计待铣削零件的CAD(计算机辅助设计)模型。这是使用可用于此目的的CAD程序来执行的。作为成品一部分的任何特征必须在设计中指明。我们编制了一些标准和准则,每个设计者都应该遵循这些标准和准则来进行正确的CNC铣削设计。
从CAD到G-Code的转换
CNC铣床无法理解其原生格式的CAD文件。相反,它们依赖于被称为G-Code的数字指令,后者指导它们如何在3D空间中移动。 因此,有必要将CAD模型转换为G-Code。这就是计算机辅助制造(CAM)程序进来的地方。在完成一个CAD模型后,设计者将其导出到一个CAM程序,该程序读取该模型并将其转换为相应的G-Code。
设置CNC铣床
接下来是机器设置。在运行CNC程序之前,操作人员需要通过将工件附接到轧机的工作表面来设置CNC铣床;将适当的切削刀具固定到磨机的心轴上;以及准备任何必要的切割流体。
执行实际铣削
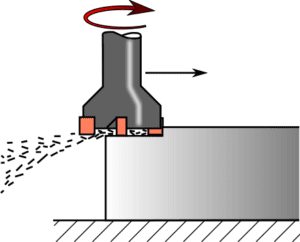
设置机器后,操作员通过机器界面启动铣削过程。机器通过以高达数千转/分(每分钟转数)的非常高的速度围绕其轴线旋转切削刀具开始实际的铣削。根据铣床的性质,工件上的切削动作通过以下运动之一实现:
- 所述切削刀具在固定工件上移动
- 工件被送入静止的、旋转的切削刀具
- 工件和切削刀具都相对于彼此移动
以下操作之一会间歇性地继续,每次进行小的切削,直到机器生产出所需的对象。当刀具与工件接触时,其切削刃反复地切入和离开工件的表面,从而通过切变力有效地从工件上刮去切屑。
CNC 铣削术语
CNC铣削中使用的某些术语在其他上下文中可能意味着其他内容。了解这些术语将有助于您更好地了解您的CNC机械师或设计师。
切削刀具
刀具是执行切削动作的CNC磨机的可拆卸部件。用于CNC铣削的刀具通常具有多个切削点。这是因为,在铣削过程中,刀具垂直于其旋转轴线移动。有各种类型的切削刀具,其根据材料、形式、槽的数量和切削刃的位置而变化。为铣削过程选择的刀具取决于要铣削的材料。

速度
CNC铣削中的速度是指刀具的旋转速度。它以每分钟的旋转数(RPM)来衡量。速度可以编程,它取决于要研磨的材料。例如,您可以比钢铁厂以更高的速度来生产铝。
馈送
这是工件或刀具每转移动的距离。与速度一样,您也可以对馈送进行编程。进料也取决于您要磨的材料。
切削深度
切削深度是指刀具移动到工件表面的距离。材料也决定了这个参数。
切割液
因为铣削通常是高速过程,所以通常由于工件和切削刀具之间的摩擦而产生大量的热。这使得有必要使用称为切割液的物质来冷却它们。

通用CNC铣削操作
根据切削刀具的类型和机器配置,有许多数控铣削可以执行的铣削操作。四个主要的数控铣削操作是:
面铣
在面铣削中,刀具的旋转轴线垂直于工件表面。此操作会创建平坦的曲面,并需要在其尖端具有切削刃的端铣刀。
普通铣削
用于普通铣削的切削刀具具有沿着其整个切削周边的切削刃。其旋转轴线平行于工件表面。普通铣削会产生穴、槽和型腔等特征。
角度铣
在角度铣削中,刀具的旋转轴线与工件表面成一定角度。它们被称为单角度铣刀。角度铣削会产生类似鸠尾、倒棱、凹槽等特征。
成形铣削
成形铣削涉及不规则曲面、轮廓、半圆形型腔、珠和曲面的生产。该业务使用飞刀及成形铣刀等切削刀具。
其他研磨操作包括
- 齿轮切削,即使用齿轮刀具生产齿轮齿
- 联动铣削,其中两个或多个刀具同时对单个工件执行相同或不同的操作。这是更快的铣削操作。
- 跨铣,使用两个刀具在一次切削中同时铣削工件的平行表面
CNC轧机类型
根据主轴的方向,CNC铣床可分为垂直和水平两种类型。在为铣削项目在这两种类型的铣削之间进行选择之前,操作者必须考虑项目的需求,例如零件的形状和尺寸以及要铣削的曲面数量。例如,虽然垂直立磨提供了更通用的加工选项,但水平立磨更适用于重型和长工件。
CNC铣床的另一个主要分类是根据轴的数量和轴的配置。在CNC铣削中,轴指的是工件或刀具的运动方向。在我们的网络中,我们执行多轴铣削操作,包括3轴、4轴和5轴铣削。我们可以根据您的设计快速、准确地生产从简单形状到复杂几何形状的零件。3轴和5轴数控轧机是更流行的CNC铣床类型。
3轴CNC轧机
3轴CNC铣床的刀具或工件有三个自由度。这意味着它们可以在三个线性方向上移动;x轴(左右)、Y轴(前后)和Z轴(上下)。为了使切削刀具能够到达工件的某些区域,必须手动重新定位工件。
3轴CNC铣削的优势
- 该工艺易于编程,可生产出几何形状简单、精度高的零件cy.
- 它的生产能力很高
- 每个零件的加工成本相对较低
- 3轴的数控轧机比5轴的同行便宜
3轴数控铣削的局限性
- 对于某些需要更多刀具的过程,需要不断重新定位工件会降低精度
- 工具无法进入工件的某些区域
- 使用3轴数控铣床比使用5轴数控铣床更难完成复杂的几何形状和设计
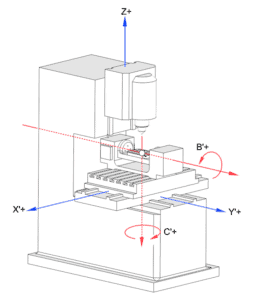
5轴CNC轧机
除了其3轴对应物中可实现的三个线性轴之外,5轴CNC磨机还具有两个旋转轴。在大多数铣床配置中,刀具只能沿三个直线轴移动。工件执行剩余的两个旋转运动,从而使切削刀具进入另一个区域。
5轴数控轧机可以进一步分类为指数和连续。在转位五轴轧机中,刀具必须在工件旋转时暂时停止移动。然而,在连续的5轴轧机中,不需要刀具停止。当刀具移动时,工件同时旋转。
5轴CNC铣削的优势
- 它消除了手动重新定位工件的需要
- 它生产具有某些非常复杂几何形状的零件,并以非常高的精度进行设计
- 5轴数控铣削零件的表面非常光滑。几乎没有加工痕迹
5轴CNC铣削的缺点
- 变位5轴数控铣削和连续五轴数控铣削的每个零件的加工成本分别比3轴铣削高60%和100%
- 5轴数控轧机是更庞大和更昂贵的比他们的3轴同行
可进行CNC铣削的材料
铣削是一个非常通用的过程,适用于许多材料。选择用于数控铣削的材料时,应考虑许多因素,如成本和材料特性。材料特性包括抗拉强度、耐热性、硬度、耐化学性和抗剪强度。
同样,所选材料决定了铣削过程的许多方面,包括零件设计、刀具、切削速度和进给、切削流体和切削深度。以下是一些常用于数控铣削的材料:
金属
金属和金属合金是更常用的研磨材料。这是因为它们广泛应用于多个行业。通常研磨的金属是铝及其合金、各种类型的钢、黄铜、铜、钛和青铜。
塑料
其次是塑料,因为它在造纸行业很受欢迎。它们还具有期望的性质并被广泛使用。ABS、PEEK、聚碳酸酯和尼龙等聚合物是经常进行数控铣削的一些塑料。
其他材料
木材、玻璃和弹性体也是适用于数控铣削的材料。
CNC铣削的优点及应用
以下是让数控铣削成为加工零件的绝佳选择的一些好处。
可量测性
CNC铣削适用于大范围的生产量,无论是一次性定制项目还是小规模到大规模的生产运行。再加上它的可重复性和速度,CNC铣削的可扩展性使它非常适合原型或大规模生产。CNC铣削对于相同单元的大规模生产是极好的,因为生产成本随着单元数量的增加而指数地降低。
周转时间快
在CNC铣削中包含CAD和CAM程序大大减少了从下达订单到接收精确加工的零件所花费的时间。尽管速度很快,仍能保持精度。
精确性
CNC铣削可以生产出尺寸精度很高的零件。紧至0.025 mm的公差是可行的。这种高精度对航空航天以及汽车行业至关重要。
材料选择
只要使用正确的刀具和切削速度,有50多种工程材料可以进行CNC铣削。无论您的材料是金属、塑料、木材、玻璃,甚至是石头;如果您有一个应用程序,它更有可能是CNC铣削。此外,CNC铣削对材料性能影响很小,甚至没有影响。
多功能性
除了能够制造出各种形状之外,CNC铣削还能够精确地加工出各种特征,包括型腔、螺纹、斜面、槽、型腔等。
CNC铣削的局限性
复杂几何形状的成本
在诸如CNC铣削之类的减材制造过程中,成本随着机器需要移除的材料量的增加而增加。因此,需要大量材料去除的铣削复杂几何形状的成本随着复杂性水平而增加。
工作保持和工具进入限制
在CNC铣削过程中,将工件固定到位至关重要。然而,这产生了一些限制,因为工具不能接近被保持的工件部分。在这种情况下,工件需要手动重新定位。这增加了加工时间,也增加了出错的可能性。
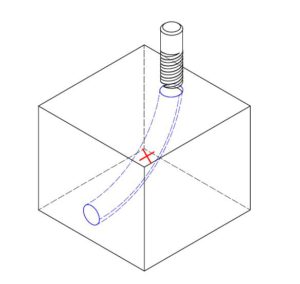
无法进行铣削的特征
某些特征,如弯曲的孔、直的内边缘和厚度小于0.5毫米的壁,是不能铣削的。虽然我们鼓励您在为数控铣削设计时避免使用此类特征,但它们有时是零件发挥功能所必需的。在这种情况下,可以采用其它形式的研磨。
材料损耗
与成形和增材制造工艺相比,数控铣削产生大量废料作为切屑。如果您不能回收这些,它们可能会有严重的环境和成本影响。
需要CNC铣削的行业
许多行业都依赖于数控铣削来生产零件。同样,个人也经常需要这个过程。除了其高速度和高精度外,数控铣削的可扩展性和通用性使其几乎不可或缺的后续行业。
- 空间
- 电气
- 航空航天
- 汽车
- 制造业
- 体育
- 机器人
- 压缩
- 设备
- 医疗
- 食物
- 工具

CNC铣削的替代方案
虽然CNC铣削是非常通用和无处不在,它可能不适合每一个制造应用。其他加工方法可能会证明更具成本效益,并适合您的项目。其中一些方法如下:
- 涉及机床的机械过程——钻孔和车削
- 无需机床的机械加工–磨料喷射加工、超声波加工和水喷射切割
- 非机械加工–放电加工(EDM)、等离子切割、电化学去毛刺和激光切割