激光烧结成型(SLS)属于粉末床熔融(PBF)类3D打印技术,通过高功率激光将聚合物粉末的小颗粒烧结成基于3D CAD模型的产品。由于其高分辨率、高生产率和材料的易得性,激光烧结成型(SLS)技术非常适用于从快速原型制作到成品部件等各种应用。
激光烧结成型3D打印的工作原理
激光烧结成型主要是将材料粉末层(通常约0.1毫米厚)熔融,使用逆向旋转的平整滚筒将粉末均匀地铺在构建区域内。部件构建过程在充满氮气(或其他惰性气体)的封闭腔室内进行,以尽量减少粉末的氧化和降解。
步骤1 – 预热粉末
- 通过构建平台上方的红外加热器,将构建平台上的粉末预热并保持在略低于粉末材料的熔点和/或玻璃化转变的温度。
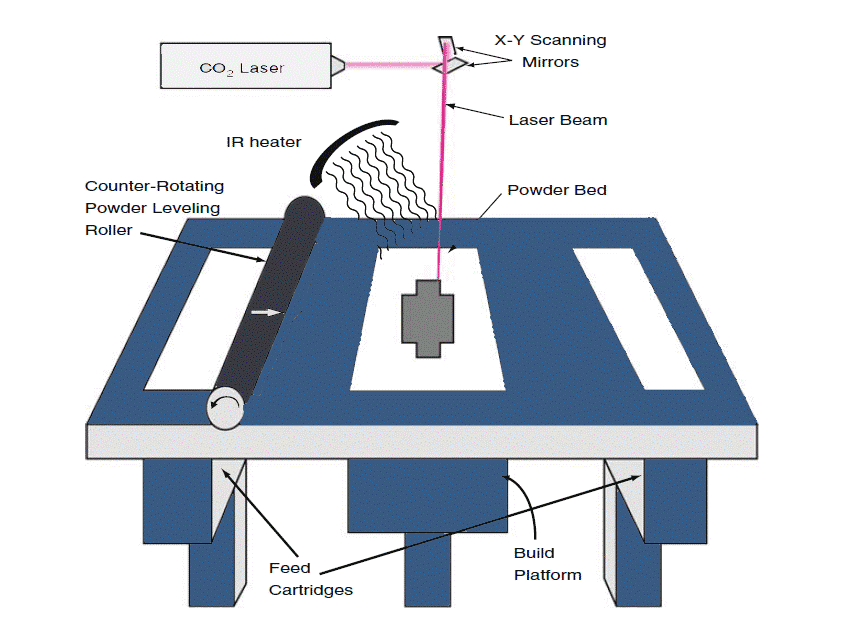
步骤2 – 在高温下打印激光烧结成型3D部件
- 当薄粉末层形成并预热后,聚焦的二氧化碳激光束被引导至粉末床,并通过电流计移动,使材料热熔形成层层截面,这个过程依照CAD设计逐层进行。层的厚度由切片软件决定。
- 周围的粉末保持松散,支撑下一层,从而消除了对支撑结构的需求。
- 一层完成后,构建平台根据层的厚度(切片)下降,然后通过逆向旋转滚筒铺设并平整新一层粉末。
- 二氧化碳激光束扫描下一层的截面。这个过程会一直持续,直到整个部件构建完成。
步骤3 – 冷却及后处理激光烧结成型3D部件
- 然后,将完成的部件从粉末床中取出,清理掉松散的粉末。在必要时进行进一步的后处理操作,如染色、着色、喷砂、食品级处理等。
激光烧结成型3D打印材料
激光烧结成型是3D打印工艺中非常流行的一种技术,因为它可以使用多种材料。目前比较常用的材料可分为两类:
- 刚性材料: 如尼龙11(聚酰胺11食品级)、尼龙12(聚酰胺12食品级、聚酰胺12铝填充灰色、聚酰胺12玻璃填充)
- 柔性材料: 如Flex Whitish 热塑性聚氨酯弹性体橡胶(TPU)
尼龙聚酰胺(PA12)是流行的3D打印材料之一。这种塑料材料具有优良的机械性能,如韧性、拉伸强度和冲击强度,使其成为激光烧结成型(SLS)技术的理想选择。
激光烧结成型(SLS)技术在3D打印中的优点
激光烧结成型(SLS)技术是用于原型制作、小批量生产以及工业级应用的最可靠、精确和快速的方法之一,它具有一系列独特的优势。
激光烧结成型(SLS)打印不需要支撑结构
由于激光烧结成型(SLS)打印技术属于粉末床熔融,其设计不需要任何支撑结构。在打印过程中,所有空隙都被未使用的松散粉末填充,使得激光烧结成型(SLS)打印成品具有自支撑性。
因此,具有空心空间、悬挑特征和非常细小特征的设计通常需要支撑结构,在激光烧结成型(SLS)打印中不再是问题,从而为产品设计师提供了更大的设计自由度。
具有复杂内部组件和通道的部件可以在不影响设计的情况下进行构建,因为无需担忧支撑结构的问题。相比于使用热塑性材料熔融沉积成型(FDM)等替代方法分多次打印,激光烧结成型(SLS)可以成为打印复杂设计的更佳解决方案。
激光烧结成型(SLS)是一种快速3D打印技术
激光烧结成型(SLS)是更快的3D打印技术之一,因为在激光烧结成型(SLS)中使用的聚合物粉末只需很少的激光曝光时间就能烧结。事实上,速度必须与打印分辨率成正比。
例如,如果将热塑性材料熔融沉积成型(FDM)打印机设置为打印较厚的层,并且牺牲分辨率,它也可以快速打印。但是在激光烧结成型(SLS)中,无需为了更快的打印速度而牺牲分辨率。
激光烧结成型(SLS)打印部件非常适合染色和着色
激光烧结成型(SLS)打印件表面通常具有多孔的特性,非常适合着色。使用热浸染色过程非常有效,因为表面多孔性有助于颜色粘附。
激光烧结成型(SLS)具有优秀的机械性能
与其替代品如热塑性材料熔融沉积成型(FDM)相比,激光烧结成型(SLS)打印件具有非常强的层间粘结力。因此,激光烧结成型(SLS)打印件具有各向同性的特性,这意味着其拉伸强度、机械硬度和延展性几乎在所有方向(三个轴向)上都相同。
由于其优秀的机械性能,激光烧结成型(SLS)打印件通常作为传统注塑塑料件的替代品。此外,激光烧结成型(SLS)打印件还具有良好的抗化学性(例如尼龙聚酰胺12)。
激光烧结成型(SLS)技术在3D打印中的缺点
除了提供的优势外,激光烧结成型技术还存在一些常见的缺点:
激光烧结成型(SLS)部件具有多孔且脆性的结构
尽管激光烧结成型(SLS)打印件具有良好的拉伸强度,但它们的灵活性较差,在达到其极限状态之前只可以承受较少的变形。使得激光烧结成型(SLS)打印件适合染色的多孔性同时也损害了它们的结构完整性。因此,激光烧结成型(SLS)打印件更适合用作原型,而不建议作为功能性部件使用。
激光烧结成型(SLS)打印件具有较高的收缩率
根据激光烧结成型(SLS)的工作原理,打印时粉末需要暴露在高温下进行烧结。随着冷却开始,就会发生收缩,导致部件尺寸不准确。收缩率高达3%到4%,相比其他替代方法更高。
这需要在设计阶段考虑,并相应调整模型的体积。由于收缩引起的应力也可能会在锐利的边缘和角落积聚,导致翘曲或变形。
激光烧结成型(SLS)打印使用的粉末材料会导致更多的废料产生
在构建腔室内,粉末需要预热,以便在仅受到极少量激光曝光时就能进行烧结。周围的粉末在高温烧结时会导致松散粉床中的颗粒结合,从而影响粉末的质量。
由于每次打印都会留下一部分未使用的粉末,所以将不可避免地积累大量需要丢弃的未使用尼龙粉末。仅从这一细节来看,选择性激光烧结成型打印已经比不需要预热粉末的惠普尼龙多流射熔融成型(MJF)产生更多废料。松散的尼龙粉末也是一种呼吸危害物质,需要采取自我保护措施。
Xometry择幂科技激光烧结成型(SLS)3D打印服务
Xometry择幂科技提供在线激光烧结成型服务,适用于按需的原型和大批量生产项目3D打印项目。Xometry择幂科技拥有超过10,000个合作伙伴网络,能够最快在3天内交付激光烧结成型(SLS)3D打印部件。您可以将CAD文件上传至Xometry择幂科技实时报价引擎,即可获得激光烧结成型(SLS)多种制造选项的即时报价。