多射流熔融(MJF)3D 打印是一种聚合物粉末床熔融工艺,主打高生产效率与力学性能一致性。不同于传统 3D 打印技术,MJF 可制备具备近各向同性性能的可直接使用成品件,在中小批量生产场景中,是注塑成型极具竞争力的替代方案。
什么是多射流熔融 3D 打印?
MJF 技术通过喷墨阵列,向尼龙、热塑性聚氨酯(TPU)、聚丙烯(PP)等粉末层选择性喷射熔融剂与细节细化剂,再利用红外加热元件快速完成粉末熔融成型。
由于能量可同时作用于整个成型平面,MJF 的生产速度远快于单点式激光成型工艺。未熔融的粉末可自然支撑悬垂结构,无需额外设计支撑结构,即可制造复杂几何造型零件。
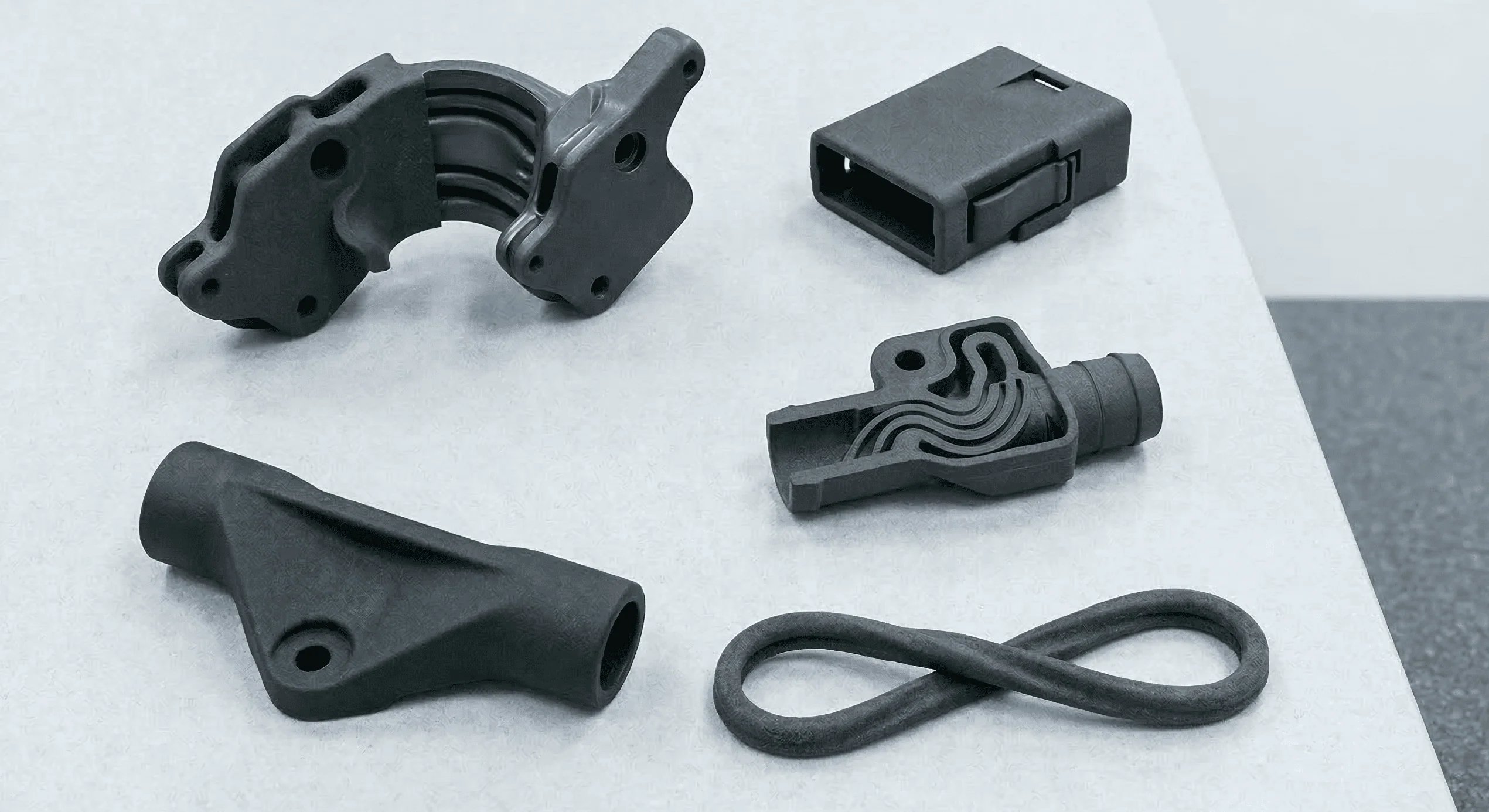
目前,MJF 广泛用于功能性尼龙零部件、工程原型件以及复杂结构中小批量零件的制造。
MJF 3D 打印工作原理
MJF 3D 打印遵循精准的五步循环流程:
- 铺粉:铺粉系统在成型平台均匀铺设一层热塑性粉末。
- 试剂喷射:喷墨阵列向需要固化的区域喷射熔融剂;同时在零件边界喷射细节细化剂,限制热量横向扩散,保证边缘轮廓清晰。
- 熔融成型:红外辐射扫过整个成型平面,喷射过熔融剂的区域吸收能量并熔融,喷洒细化剂的区域保持未熔融状态,逐层重复成型。
- 冷却:零件在粉末床内受控冷却。得益于未熔融粉末的天然支撑,MJF 打印无需打印式支撑结构。
- 后处理:成型块移送至后处理工位,真空清理未熔融粉末。MJF 一大核心优势是:回收粉末中80%–85% 可循环再利用。
MJF 适用材料
MJF 材料主要分为两大类:
- 硬质塑料:尼龙 PA11、尼龙 PA12、聚丙烯(PP)
- 柔性塑料:热塑性聚氨酯(TPU)
下表为 MJF 常用材料性能汇总:
| 材料 | 说明 | XY/Z 向拉伸强度 | 邵氏硬度 | 应用场景 |
|---|---|---|---|---|
| PA12(尼龙 12) | 主流 MJF 材料,强度、韧性、耐化学性、尺寸稳定性优异 | 48 / 48 MPa | 80D | 行业通用标准,用于功能原型、外壳、成品零件 |
| PA11(尼龙 11) | 生物基聚合物,延展性与抗冲击性优于 PA12 | 52 / 52 MPa | 80D | 生物基材质,延展性优异,适用于卡扣件、活页铰链 |
| PP(聚丙烯) | 轻质、耐化学腐蚀,抗冲击性、柔韧性好,吸水率低、抗疲劳性强 | 30 / 30 MPa | 70D(估算) | 高耐化学、低吸水率,适用于流体接触类部件 |
| TPU(热塑性聚氨酯) | 柔性弹性材料,耐磨、抗疲劳性能佳 | 9 / 7 MPa | 88A | 柔性弹性件,适用于密封圈、垫片、减震件 |
| 玻纤增强 PA12 | 增强型尼龙,刚度、耐热性提升,翘曲变形降低 | 30 / 30 MPa | 82D | 玻璃珠增强,最大化刚度与耐热性 |
如需详细了解邵氏硬度等级,可查阅我们发布的《塑料与橡胶邵氏硬度详解》。

MJF 后处理与表面精加工
MJF 打印件出粉床后呈哑光、略带颗粒质感。为满足特定力学性能或外观需求,可进行二次后处理。
部分精加工工艺(如气相平滑)还能提升零件力学性能,降低表面孔隙率。
MJF 打印件常用后处理工艺如下:
| 工艺 | 作用 | 成本相对等级 |
|---|---|---|
| 清粉 + 喷砂 | 去除残留粉末,清洁零件表面 | $ |
| 染色 | 为多孔尼龙件均匀上色 | $ |
| 气相平滑 | 封闭表面孔隙,提升表面光洁度 | $$$ |
| 滚磨抛光 | 降低粗糙度,形成缎面质感 | $$ |
| 喷涂 / 涂层 | 提升外观与耐环境性能 | $$$ |
| 金属镀层 | 实现导电或装饰效果 | $$$ |

MJF 3D 打印优缺点
对比其他增材制造与传统制造工艺,MJF 的核心优势为高生产效率、近各向同性强度,短板在于表面质感与可用材料种类有限。
| 特性 | 优势 | 劣势 |
|---|---|---|
| 力学性能 | 近各向同性(97%–98%) | 可用材料种类少于选择性激光烧结(SLS) |
| 生产效率 | 冷却速度快、产能高 | 设备初始投入成本较高 |
| 外观效果 | 表面平滑、边缘清晰 | 原生为灰色,上色需额外染色工艺 |
| 设计自由度 | 无需支撑结构 | 存在最小壁厚限制 |
| 成本 | 无模具成本,粉末回收率 80%–85% | 小批量委托生产成本偏高 |
MJF 核心优势
- 近各向同性强度:不同于 FDM 打印,MJF 零件 X/Y/Z 三轴拉伸强度几乎一致(各向同性 97%–98%),是力学一致性最优的聚合物成型工艺之一。
- 高生产效率:红外灯一次性熔融整个成型区域,满版打印与单件打印耗时几乎相同。
- 设计自由度高:零件周边未熔融粉末天然充当支撑,可直接打印复杂内部流道、互锁装配结构,无需人工去除支撑。
- 材料可循环利用:单次成型后粉末回收率 80%–85%(SLS 仅约 50%),大幅减少废料,降低单件成本。
交付周期短:最快 3 天即可产出可直接使用的成品件,效率优于常规 SLS、FDM 工艺。

MJF 主要局限性
- 色彩单一:熔融剂含炭黑,原生打印件为炭灰色,定制品牌色需额外喷涂或染色。
- 聚合物材料有限:仅适配 PA11、PA12、PP、TPU 等专用聚合物粉末;ULTEM、PETG、ABS 等特种耗材需选用 FDM 工艺。
- 表面质感:原生件哑光带细微颗粒,粗糙程度高于光固化(SLA)、PolyJet;达到注塑级光洁度需进行气相平滑等二次处理。
MJF 打印 PA12 与注塑 PA12 对比
| 对比项 | MJF 打印 | 注塑成型 |
|---|---|---|
| 模具成本 | 无 | 3000–100000 美元以上,视模具复杂度而定 |
| 首件交付周期 | 3–7 天 | 4–12 周(含模具制作) |
| 设计改造成本 | 无,仅需重新切片 CAD 文件 | 需修改或更换模具 |
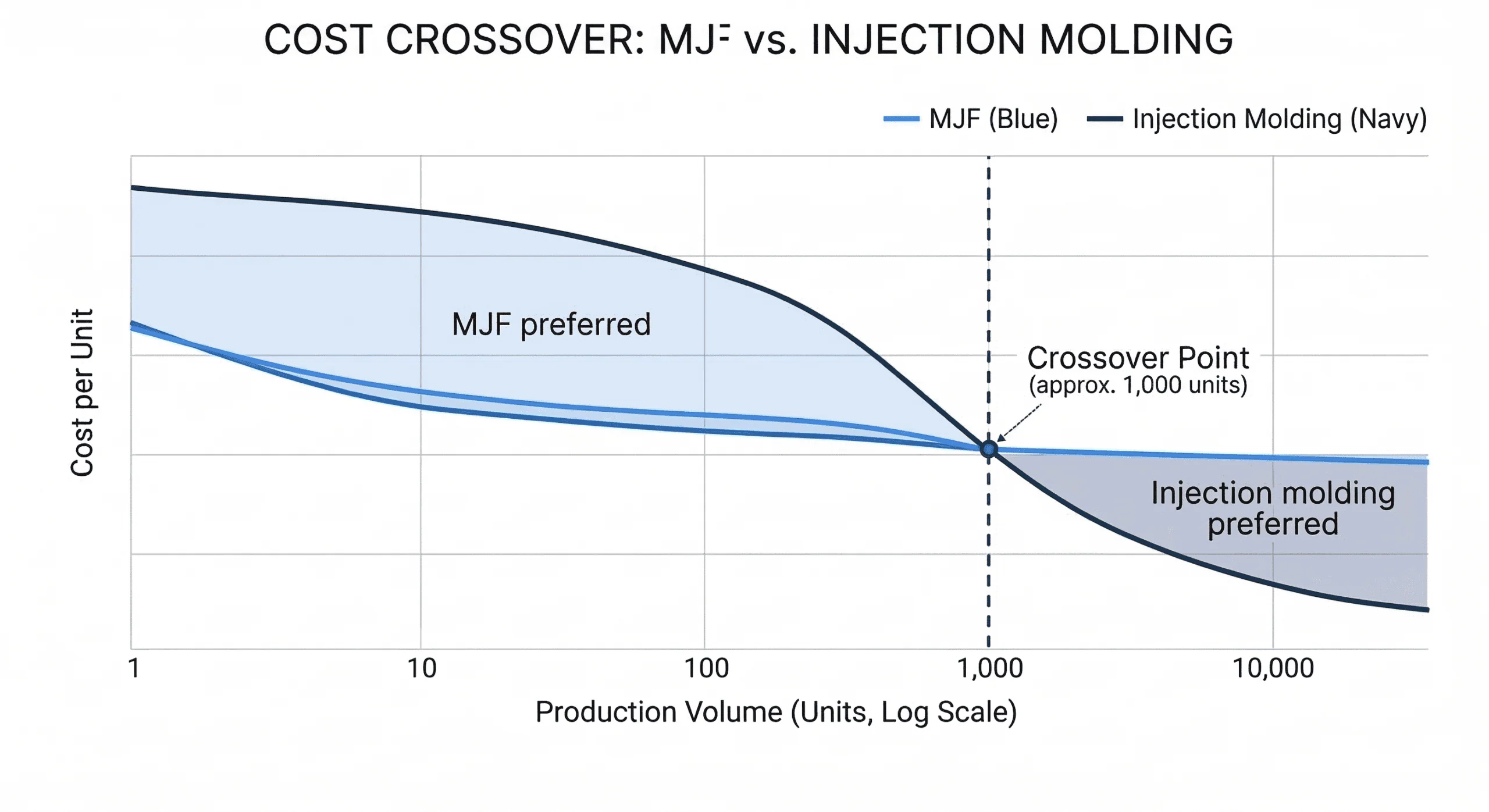
1000 件以内中小批量生产,MJF 相较注塑极具成本优势。
MJF 打印 PA12 的拉伸强度不低于甚至优于注塑 PA12,且具备 97%–98% 各向同性(三轴强度一致)的独特优势;但注塑件致密度更高、表面可达亚微米级光洁度,MJF 零件存在细微微孔。MJF 彻底免去模具成本与开模周期,是快速迭代、过渡生产的最优选择。
| 性能参数 | MJF 打印 PA12 | 注塑 PA12 |
|---|---|---|
| 拉伸强度 | 48–52 MPa | 约 42 MPa(干态屈服强度) |
| 拉伸模量 | 约 1.8 GPa | 约 1.45 GPa(干态) |
| 各向同性 | 97%–98% | 各向异性(皮芯结构) |
| 表面质感 | 哑光、轻微颗粒感 | 光滑至亚微米级 |
| 孔隙率 | 细微微孔 | 完全致密 |
| 适用批量 | 1–1000 件(无模具) | 1000 件以上(模具成本分摊) |
MJF 3D 打印设计规范
设计参数参考表
为充分发挥 MJF 复杂结构成型能力、避免热翘曲,CAD 文件需按以下公差优化:
| 参数 | 最小值 | 推荐值 | 备注 |
|---|---|---|---|
| 特征尺寸(X/Y/Z) | 0.5 mm | ≥1.0 mm | 小于 0.5 mm 易打印失败或清粉脱落 |
| 壁厚 | 0.8 mm | ≥1.5 mm | 零件整体优先采用均匀壁厚 |
| 最大实体壁厚 | — | ≤7 mm | 壁厚超 7 mm 需掏空,防止缩痕 |
| 镂空件排粉孔直径 | 4 mm | 5 mm | 相对两面至少开设 2 个,用于排粉 |
| 深腔排粉孔间距 | — | 每 12.7 mm | 防止深盲孔 / 凸台积粉 |
| 凹凸文字高度 | 1.5 mm | ≥2.1 mm | 浅浮雕喷砂后效果更清晰 |
| 活动配合间隙 | 0.4 mm | 0.5 mm | 一体成型机构清粉后可顺畅活动 |
| 尺寸公差 | ±0.3 mm | — | 关键配合面预留 0.1–0.2 mm 加工余量 |
如需完整 MJF 设计与材料指南,可下载惠普《多射流熔融设计手册》电子书。
MJF 与其他 3D 打印工艺对比
选择 3D 打印工艺需在性能、外观、效率、材料、生产批量之间权衡。
MJF 多用于中小批量功能性聚合物零件生产,替代高成本开模制造。
常见工艺适用场景对比:
| 需求场景 | 推荐工艺 |
|---|---|
| 复杂结构功能性尼龙件 | MJF / SLS |
| 高精度光滑外观件 | SLA / PolyJet |
| 低成本大尺寸热塑性零件 | FDM |
| 大批量塑料件生产 | 注塑成型 |
| 金属零件 | DMLS / SLM |
MJF 与 SLS 对比
MJF 与选择性激光烧结(SLS)均为粉末床熔融工艺,无需支撑即可生产功能性尼龙零件,但能量施加方式不同。
| 参数 | MJF | SLS |
|---|---|---|
| 能量来源 | 红外 + 熔融剂 | 激光 |
| 生产速度 | 满版成型更快 | 大件成型较慢 |
| 力学性能 | 近各向同性 | 轻微各向异性 |
| 材料范围 | 较少 | 更广 |
常见问题解答
MJF 与 SLS 的区别是什么?
二者均为粉末床熔融工艺。SLS 采用激光逐点烧结截面;MJF 通过喷墨阵列 + 红外灯一次性熔融整层。
MJF 生产效率更高、各向同性更好(97%–98% vs 85%–90%)、粉末回收率更高(80%–85% vs 约 50%);SLS 可选用的特种材料种类更丰富。
MJF 可使用哪些材料?
适配惠普认证聚合物粉末:高强度耐化学的 PA12(尼龙 12)、高延展性 PA11(尼龙 11)、高刚度玻纤增强 PA12、高耐化学性 PP(聚丙烯)、柔性减震 TPU。其中 PA12 应用最广。
MJF 3D 打印精度如何?
常规尺寸公差可达 ±0.3%(下限 ±0.3 mm);打印分辨率 1200 DPI,层厚 80 微米(0.08 mm)。实际公差受零件尺寸、结构、成型摆放角度影响。
MJF 是否需要支撑结构?
不需要。MJF 为粉末床熔融工艺,未熔融粉末在打印过程中天然支撑零件,可直接成型复杂外形与内部结构。
MJF 零件可直接作为成品使用吗?
可以。MJF 属于量产级制造工艺,并非仅用于原型制作。其零件广泛用于汽车内饰、医疗器械、消费电子、工业设备、航空地面保障装备等领域。
凭借近各向同性力学性能、稳定的可重复性与高产能,MJF 适用于单件至约 1000 件批量的功能性成品件;超过该批量,注塑成型单件成本更优;复杂结构或需持续迭代的产品,MJF 仍为首选。