3D打印技术确实能生产出坚固的聚合物和金属部件,但在某些应用中,这些部件可能需要更高的强度以满足特定要求。虽然设计和材料选择是确定3D打印部件强度的核心要素,但若忽视了其他简单却至关重要的强化技术,即使是设计精良的部件也可能在使用过程中暴露出弱点或发生故障。
强化3D打印部件的技术可大致归为三类:部件几何形状的优化、打印设置的调整以及后处理的应用。
部件几何形状
零件的几何形状在决定 3D 打印的强度方面起着至关重要的作用。使用圆角和倒角可提高边缘的机械强度,而桁条和肋条则可提供结构支撑。
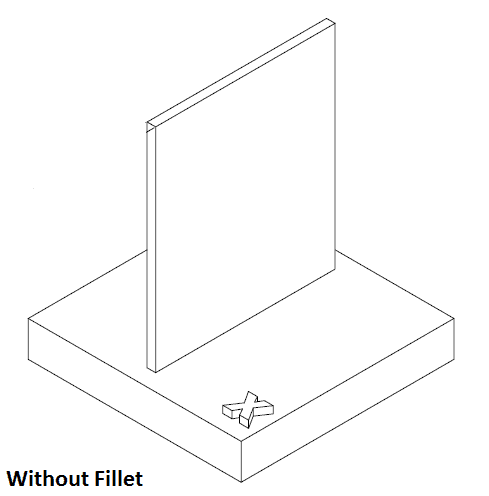
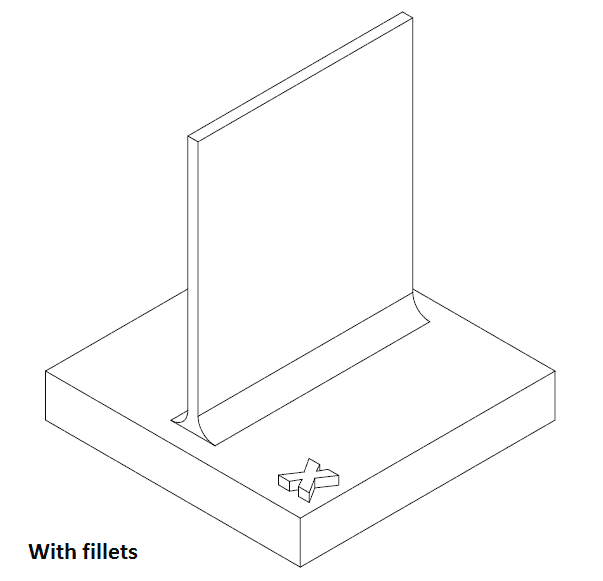
使用圆角或倒角
圆角或倒角为3D部件中较薄的部分奠定了坚实的基础。它们可防止喷嘴在打印过程中撞击到精细部件。
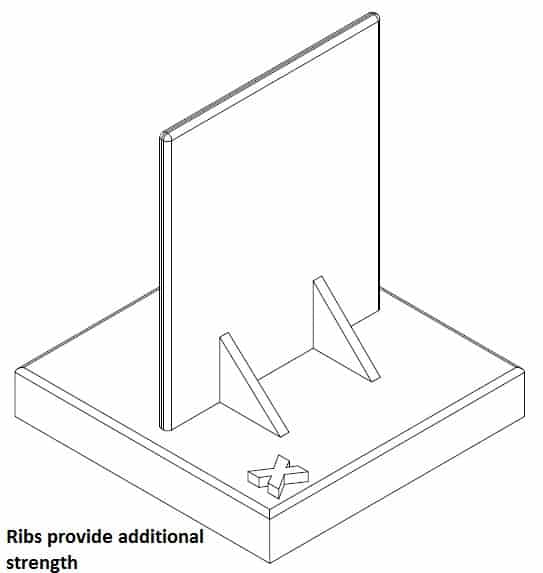
使用肋板和角板
肋板和角板是垂直于墙壁或平面突出的薄挤压件。它们提供支撑并增加零件的强度。肋板的厚度应为壁厚的一半,间距至少为壁厚的两倍。应避免使用大而高的肋板,而应使用多个小肋板。
3D打印设置
要生产出更坚固的部件,需要对 3D 打印工艺进行优化设置。这些设置包括以下内容。
3D打印中的填充物
填充是指3D部件外壁内的材料量。这种技术通常用于 FDM 3D打印,以增加强度。填充设置有两种方式:填充模式和填充密度。
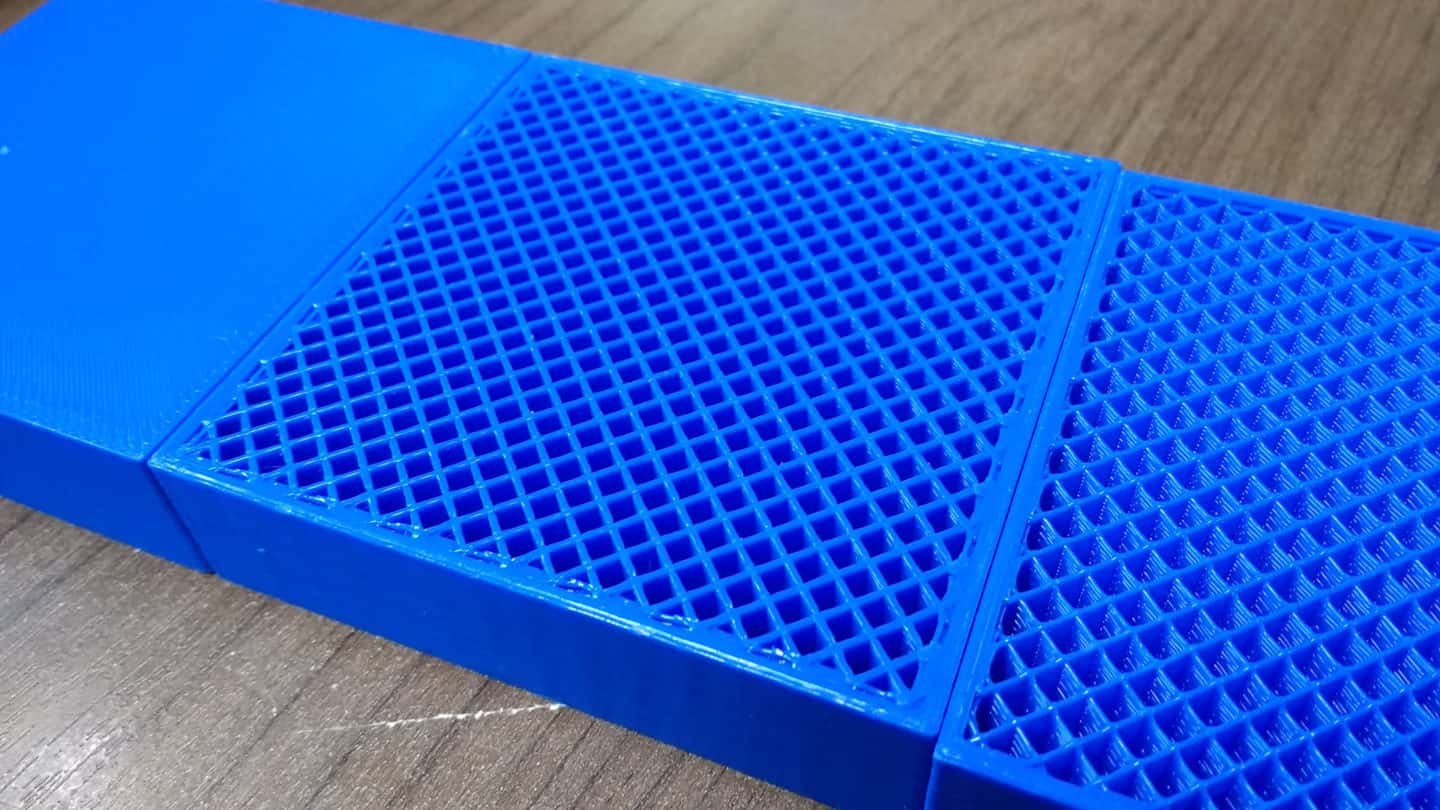
填充图案
这是一种用于填充3D打印部件内部空间的重复结构,通常不直接可见。填充图案呈现出多样化的样式,包括但不限于三角形、拱形、矩形、蜂窝或六边形以及同心图案等。拱形填充图案更适合圆形或圆形零件。矩形填充图案因其平行和垂直的网格,能使部件达到 100% 的密度。六边形填充图案的强度重量比更高,但打印时间更长。
填充密度
填充密度为 0% 时没有填充物,填充密度为 100% 时零件完全坚固。100% 填充密度的零件强度更高。然而,在许多情况下,不必要地使用材料会增加重量和成本。蜂窝模式适用于填充率低于 50%的情况,而直线模式适用于填充率高于 50%的情况。常见的填充密度在 20% 到 25% 之间。
部件方向
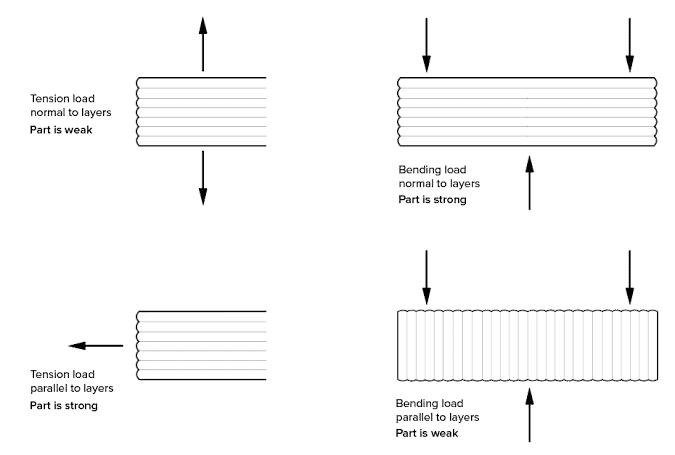
3D 打印部件在与构建外壳平行的平面上强度更高,因为层中的分子结合力远大于层间的粘合力。这就是 X 平面和 Y 平面。虽然这种技术常见于 FDM 3D打印,但也可用于 SLA 和 SLS 等其他工艺,以提高强度。零件的方向取决于零件中承受载荷和压力的位置。
外壳厚度
这在强化 3D 零件方面起着重要作用。外壳越厚,零件越坚固。对于 FDM 打印,对于需要承受重型持续负载的部件,建议将外壳厚度设定为喷嘴直径的3到4倍。大多数 3D 打印工艺使用的标准厚度最小约为 1 毫米。但是,增加外壳厚度可以有效提升零件的拉伸和冲击强度。有关其他 3D 打印技术推荐厚度的详细信息,请参阅我们的设计指南。
生产后处理
为了进一步提高打印部件的强度,您还可以考虑进行后处理。以下后处理操作可大大提高 3D 打印部件的强度。
退火
退火简单来说就是对 3D 打印部件进行加热,然后让其逐渐冷却,以消除内部应力,从而使部件更加坚硬。虽然金属和玻璃可以退火,但并非所有聚合物都可以退火。适合退火的材料有聚乳酸、PET 和 PA 12。
电镀
电镀是一种印刷后技术,包括将零件浸入水和金属盐溶液中。当电流通过溶液时,金属阳离子会在部件周围形成一层薄涂层。这种技术可用于 FDM、SLS、SLA 或 SCM 打印机打印出的 3D 零件。它使零件具有与金属零件几乎相同的机械性能,因此在一些应用中,它是一种比金属3D打印便宜得多的替代品。
不过,电镀部件内部仍然是塑料,因此如果加热温度高于内部塑料的软化温度,内部强度就会丧失;即使外部金属不会熔化。电镀可使用多种金属,如锌、铬、镍、铜等。在电镀之前,必须对 3D 零件进行打底处理,以形成适合金属附着的导电表面。打底通常使用石墨。
树脂涂层
环氧树脂或聚酯树脂可用于 3D 打印部件的涂层。环氧树脂涂层是使用环氧树脂涂料进行的不溶性表面涂层,这种涂料融合了环氧树脂和固化剂两种关键成分。由此形成的涂层通常比未涂层的部件更耐用、更坚硬。然而,若零件需要极高的几何精度和锋利的边缘,则不适合使用环氧树脂涂层。另一方面,聚酯树脂很薄,可以涂抹在复杂的零件上。树脂在涂抹后 5 分钟开始硬化,通常需要等待24小时让其完全干燥。树脂涂层可应用于任何打印机的任何部件。
碳纤维加固
碳纤维或玻璃纤维也可用于加固3D部件。碳纤维具有出色的强度重量比,更适用于在持续负载条件下使用的部件。与碳纤维不同,玻璃纤维可弯曲直至失效。纤维可通过两种方式层叠:
- 短纤维加固
在这种方法中,纤维被切碎并与热塑性塑料混合,以提高强度和刚度。
- 连续纤维加固
在这种技术中,纤维必须在挤出和沉积过程中不断融入热塑性塑料。这种技术需要两个喷嘴同时打印。
结论
我们可根据客户要求为 3D 打印部件提供各种增强选项。只需登录Xometry择幂科技实时报价引擎,上传您的模型,选择您的工艺、后处理等选项,您的高强度3D打印部件将在短短几分钟内产生实时报价,您可一键下单订购,坐等部件送货上门。