切削流体是一种专门为金属加工和机械加工工艺设计的物质,在这些过程中既作为润滑剂,也作为冷却剂。这种流体通常在加工过程中被施加。切削流体可以通过注流、流体射流、雾化喷雾等方式施加。

切削流体的类型
切割液有多种类型,可根据相、成分、来源和施用方法进行区分。但它们大致可以分为以下几类。
可溶性油(乳化剂)
可溶性油是由矿物油按特定比例(通常为油与水的1-20%)加入水后形成的稳定乳液。其他构成可溶性油的成分包括:
- 乳化剂如磺酸钠,通过降低水的表面张力使油滴与水混合;
- 作为联结剂或增强耐腐蚀性的添加剂;
- 防止细菌生长的杀生物剂;
- 抗磨损添加剂,能改善润滑效果。
可溶性油是加工操作中最便宜且最常见的切削流体类型。它们具有良好的冷却性能和一般的润滑性能。它们最适合轻度切削操作。
纯油
直油是不加水的不可乳化矿物油。动物油和植物油最初用作金属切割中的纯油润滑剂。尽管其生物降解性使其环保,但价格昂贵且分解迅速。因此,它们现在仅作为石油和矿物油的添加剂,以改善润滑效果。矿物油是通过原油炼制获得的石油基烃类。它们可能含有氯、磷和硫等极高压力添加剂,以减少工具磨损。
合成流体
这些水基液体与矿物油和石油油竞争。它们是由有机和无机化学化合物在水中溶解,并添加添加剂形成的。添加剂包括润滑剂添加剂、防锈剂和防腐蚀剂。所有这些添加剂都改善了润滑性等性能,而润滑性本可因流体含水量而受损。
半合成流体
半合成流体是合成流体、水基液体和可溶性油脂乳液的组合。它们含有5-50%矿物油、添加剂和化学化合物的混合物,溶解于水中形成颗粒大小为0.1-0.01毫米的微乳液。半合成液体结合了可溶性油和合成液体的特性。
数控加工过程中切削流体的功能
冷却
在金属切削加工过程中,由于切削工具与工件表面之间的摩擦,工件、切屑和刀具内部会产生热量。金属在剪切带的塑性变形也会产生热量。这种热量会带来多种不良影响,包括热膨胀、化学反应如氧化、表面焊接等。切削液用于冷却工具和工件,从而防止这些现象。
润滑
加工过程中加热的主要原因是摩擦。热量和摩擦的结合往往使表面相互焊接。切削流体通过在切刀与刀具之间形成一层薄层来减少摩擦,从而有效减少两者之间的接触。润滑还能减少切削工具的磨损,降低加工过程的能耗。
防腐蚀
切削液中存在的锈蚀和防腐剂可以防止机械零件和加工表面的腐蚀。矿物油切割液通过在裸露表面形成非常薄的保护层来防止氧化。
工具寿命的改进
通过散热、减少摩擦和磨损,防止腐蚀和生锈,切削流体大大减少刀具磨损,从而延长刀具寿命。
芯片的移除
在某些加工过程中,如铣削和钻孔,切屑往往会在切削区周围堆积。这些缺口的堆积可能会阻碍切割。切削液还用于冲刷切削区的切屑。
表面光洁度提升
通过防止工件的热膨胀和性质变化,切削流体有助于机械加工零件的良好表面光洁度。
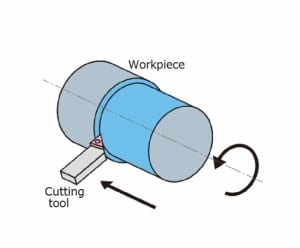
图2:切削工具与工件在车削操作中的接触
切削流体的性质
以下是优质切削液应具备的一些性能。
高热导率
热导率是衡量物质导热能力的指标。对于切削液来说,它能多好地将热量从工件和刀具带走。
高热容量
切削液的热容量越高,吸收的热量就越多,直到加热或沸腾。
低粘度
切削液的低粘度使得流动顺畅。它还能防止碎屑与液体混合形成淤泥。
非腐蚀性
良好的切削液不应侵蚀工件或工具。
耐腐蚀和抗氧化
除了不具腐蚀性,良好的切削液还必须防止零件腐蚀和氧化。
无毒
考虑到它很可能与人类或环境接触,好的切割液不能对两者都有毒。
化学反应性不强
切削流体不得与接触表面发生化学反应。这不仅会损坏这些表面,还会破坏液体。
无味
为了避免机器或加工部件残留气味,优质切削液必须无味。
足够清晰(透明)
优质切削液应足够透明,以免妨碍工件的视线。
稳定性
优质切削液不应因使用或储存而迅速降解。
数控加工中切削流体的应用与使用
上述切削流体的功能适用于数控加工工艺。然而,切削工艺有多种应用方法。
数控铣削
在数控铣削操作中,工件保持静止,而切削刀具移动。在此操作中,切削液最好通过注水方式施加。
数控钻孔
数控钻孔中切削流体的主要目的是去除和冷却切屑。润滑并非必需,因为形成边缘的可能性较低。建议使用喷射喷涂切削液。
数控车削
该过程以极高速度进行,因此冷却至关重要。考虑到工件会旋转。切削液喷射是合适的。
为您的数控加工工艺选择合适的切削液
切削流体的选择取决于多种因素,包括切削刀具类型、工件材料和加工操作。
切削工具类型
碳化工具可能会非常热。这使得它们更容易受到热冲击的影响,即切削工具不同部分膨胀幅度不同的现象。该工具类型建议使用具有极高冷却能力的合成切削液。
高速钢也会热,但没有硬质合金工具那么热。可溶性油和半合成液体是合适的。
工件材料
金属是最常见的需要切削流体的工件材料。以下是一些加工最为复杂的金属及其适用的切削液。
- 钢——含有润滑剂添加剂的矿物油
- 合金钢——硫磺、黄铜油或矿物油
- 铝——可溶性油或无活性硫的矿物油(活性硫污渍在铝上)
- 铜——可溶性油
- 不锈钢——含有极高压添加剂的矿物油
- 铸铁 - 无
加工操作
相对简单的加工操作,如车削、铣削、成形和钻孔,通常以较高的速度进行。在这种速度下,需要较高的冷却水平。只需适度润滑和极高压力性能即可。因此,合成流体最适合此类操作。虽然也可以使用可溶性油
另一方面,像破齿和螺纹切削等复杂加工操作需要良好的润滑。这些操作在低速高压下进行,因此需要具有优良润滑性和极端压力性能的切削流体。含有极高压力添加剂的矿物油是最佳选择。