数控机床加工(CNC加工)在各行各业广泛应用,因其高精度、精密度、速度和效率而闻名。然而,与其他制造方法如3D打印相比,数控机床加工(CNC加工)服务可能更昂贵。成本是在应用CNC加工进行一次性或大规模生产时的关键考虑因素。本文介绍了10个小贴士,通过这些贴士,您可以显著降低CNC加工部件的成本。
CNC加工成本的影响因素
在努力降低加工成本之前,首先了解影响这些成本的因素是至关重要的。CNC加工的成本取决于以下四个因素:
- 设置成本:这些成本涵盖了从CAD和CAM文件准备到工艺规划的所有内容。设置成本是固定的,对小规模数量生产的影响更为显著。
- 材料成本:部件制造所用材料的成本显著影响制造过程的总体成本和成品部件的成本。稀有材料会极大地推高成本。可加工性也是另一个材料成本因素,因为它影响资源消耗、加工时间和工作量。
- 加工时间:在数控机床加工领域,时间就是金钱。加工时间是一个重要的成本驱动因素。加工一个部件需要的时间越长,成本就越高。随着加工时间的增加,运行和维护数控机床、能源消耗以及操作员工资等成本也会增加。
- 杂项成本:数控机床加工中的其他成本涵盖了任何被视为特殊要求或额外成本的项目。这些包括严格的公差要求、特殊工具、更严格的质量控制和较低的加工速度。
理解了驱动CNC加工成本的因素后,现在我们可以开始探讨如何降低这些成本。
降低数控机床加工部件成本的10个小贴士
分析影响数控机床加工成本的主要因素,可以通过三种主要方式来降低成本,分别是:设计优化、材料选择和特殊考虑,其中设计优化更为重要。以下是十种显著降低数控机床加工成本的方法:
1. 材料选择
在选择特定材料之前进行广泛的研究,确保选择的材料是符合应用要求的更经济选项。虽然无法在材料质量上进行妥协,但并不是所有材料的特性都适合特定应用。例如,对于加工哨子来说,选择耐热钢就是一个不必要且昂贵的选择。
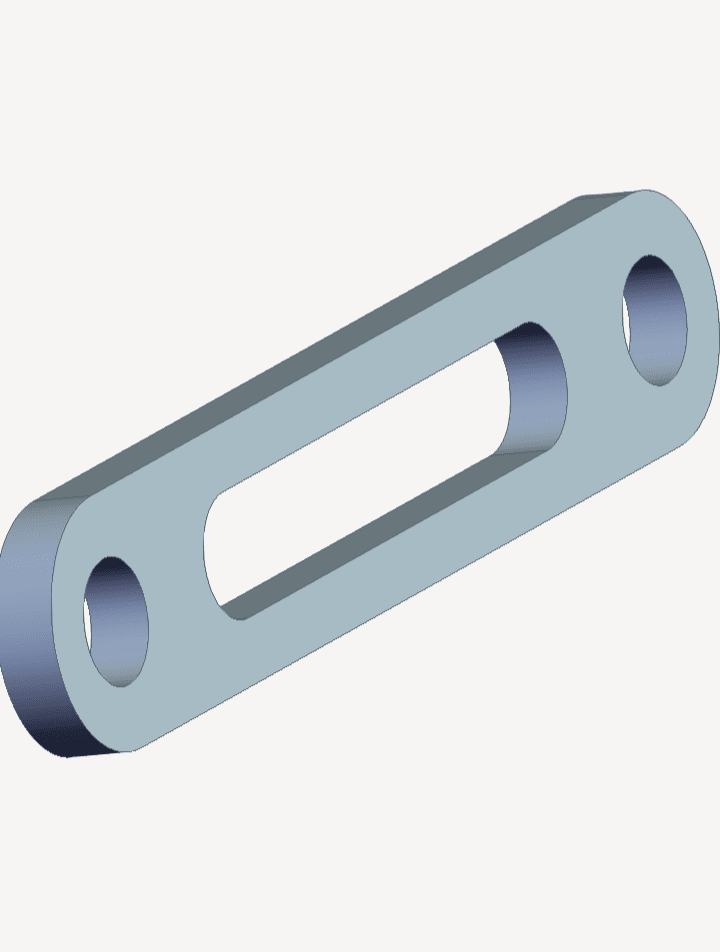
另一个重要的材料考虑因素是可加工性。某些材料,如铝,具有较高的可加工性,应尽可能使用。不同的铝合金在价格上也有所不同。例如,下图所示的一个部件,如果使用更稀少的铝3.1645材料来制造,其成本将比使用铝3.3206高出25%。
2. 避免多种后处理
数控机床加工通常能够产生令人满意的加工表面后处理效果。尽可能选择这种效果作为后处理,因为尽管某些部件需要多种后处理,但这些处理会增加成本。只有在必要时才应请求诸如阳极氧化和化学膜等增强表面处理。另一个重要的成本驱动因素是在部件的不同区域应用不同的表面处理。例如,在一个区域进行喷砂处理,而在另一个区域进行化学膜处理。尽量保持整个部件的后处理规格统一。
3. 批量订购
规模经济在数控机床加工中具有显著的应用价值。随着生产量的增加,加工成本呈指数级下降。为了展示成本节约效果,举例来说,下图中的单件部件成本为30.75欧元。当生产量达到10件时,单位成本降至9.62欧元;当生产量达到100件时,单位成本降至6.76欧元。这些成本下降的原因是无论您生产一件还是100件相同的部件,设置成本保持不变。批量订单还可以消除不同机器设置的成本,因为整个生产过程将使用相同的设置。务必通过批量订购充分利用规模经济效应
4. 避免过薄的壁厚
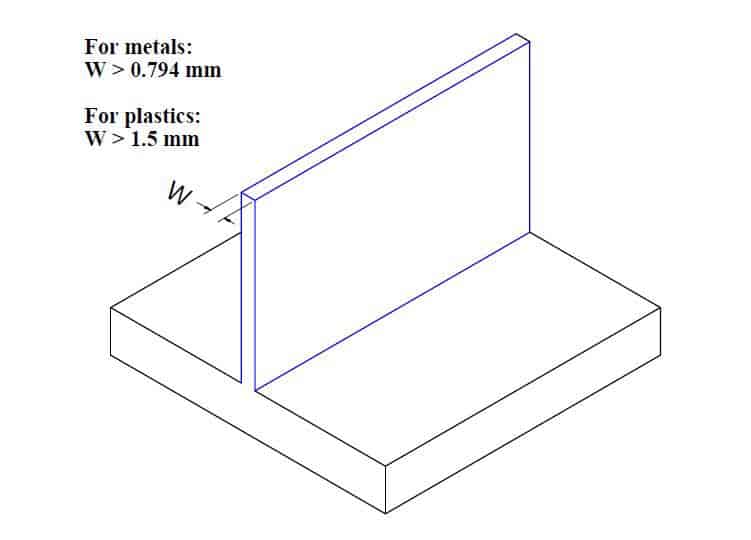
薄壁需要更长的制造时间。这是因为它们易碎,需要多次以低切削深度进行加工。它们同时也很容易产生振动,因此将其加工到规定的公差范围内是具有挑战性且耗时的。这会增加加工时间,进而增加加工成本。为了避免这种成本,设计时应增加壁厚。我们建议金属材料的最小壁厚为0.8毫米,塑料材料的最小壁厚为1.5毫米。
5. 为内部边缘增加充分的圆角
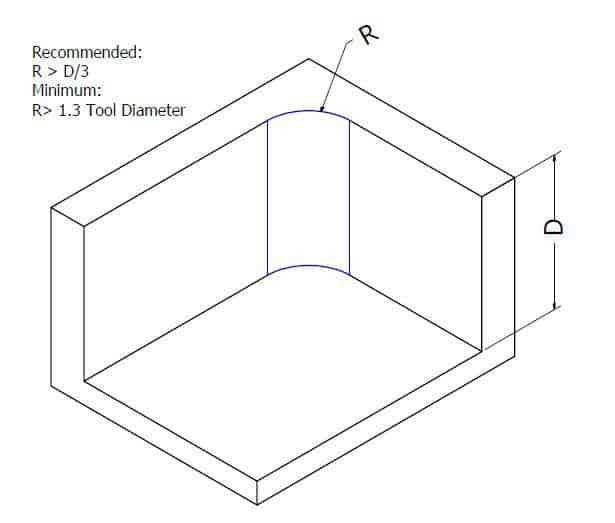
由于切削工具是圆柱形的,因此无法加工出完美的90°内角。实现这一点的唯一方法是通过电火花加工(EDM),但这比数控机床机加工要昂贵得多。我们强烈建议在设计中为所有内部边缘增加圆角,这将节省加工间试图制造锐利边缘所需的时间。我们还建议采用足够大的半径,至少为腔体深度的1/3。小的角半径将需要小直径的工具,由于小工具无法一次移除大量材料,将需要多次以较慢的速度加工,从而增加加工时间和成本。
6. 不要设计深凹槽
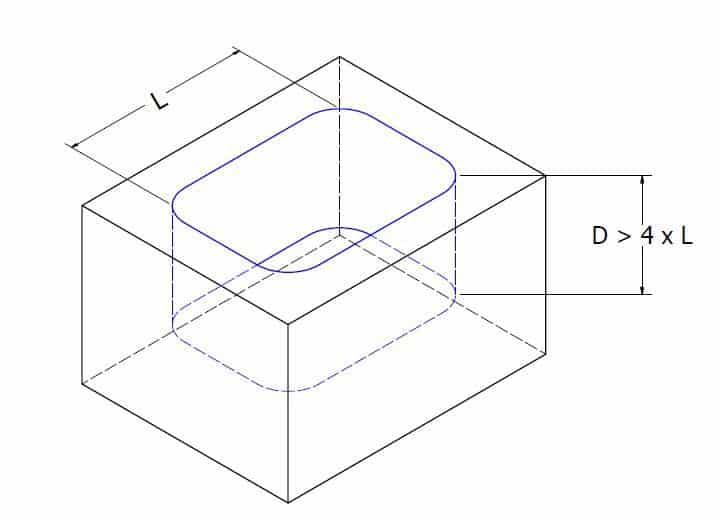
深凹槽需要大量材料去除,这也正是耗时的特征。加工它们可能导致刀具悬挂、刀具偏转和刀具断裂。避免这些刀具问题的唯一方法是逐步降低铣刀的切削深度。然而,这也是极其耗时的过程。
一个简单的方法来避免所有这些问题是设计凹槽时,将其最小深度设计为其宽度的四倍。例如,一个宽度为10毫米的凹槽深度不应超过40毫米。请注意,任何深度超过切削工具直径六倍的凹槽都被视为是深凹槽。
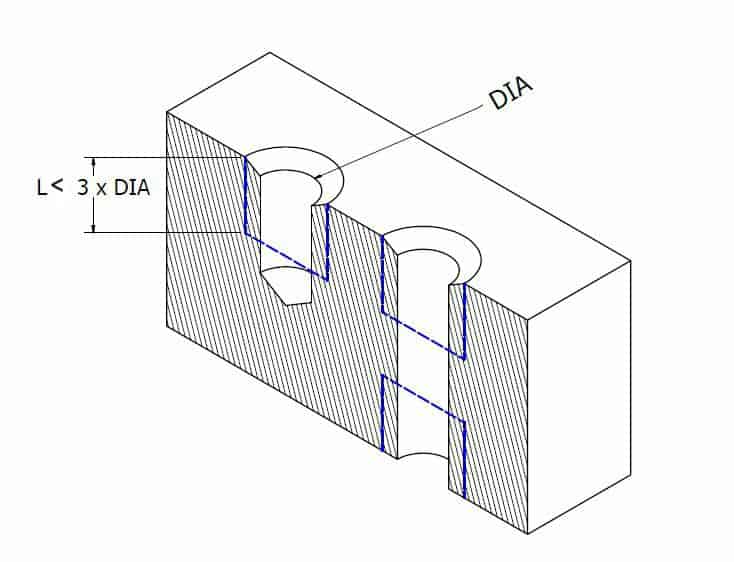
7. 限制螺纹的深度
螺纹提供非常可靠的连接。然而,更强的螺纹连接出现在起初的几个螺纹中,因此过长的螺纹显得不那么必要。深螺纹孔可能需要特殊的工具,并且加工时需要更多的时间和精力。始终将螺纹的深度限制在至多三倍孔直径以内。在加工盲孔螺纹时,我们建议在孔底留出至少半个孔直径的无螺纹长度。
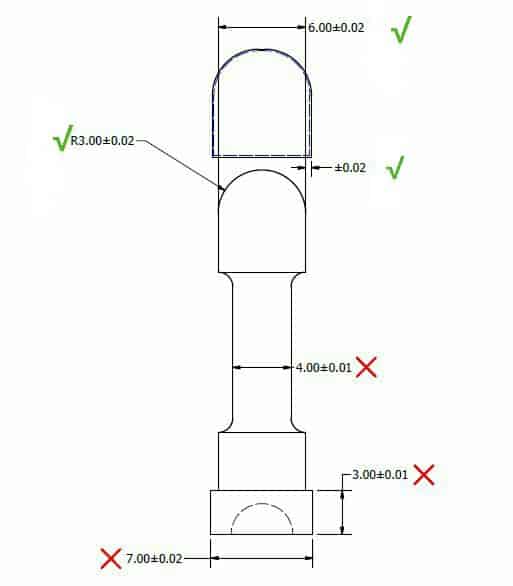
8. 只有在必要时指定公差,避免严格公差
公差通常会增加加工成本和时间,应当仅在必要时指定。当设计中未指定定制公差时,数控机床能够高精度地生产标准公差。严格公差应当仅在必要时指定,因为它们应用它们有一定的挑战性。严格公差还需要更多的加工时间和人工检查。我们还建议在图纸中使用几何尺寸和公差(GD&T)来定义较宽松的公差。
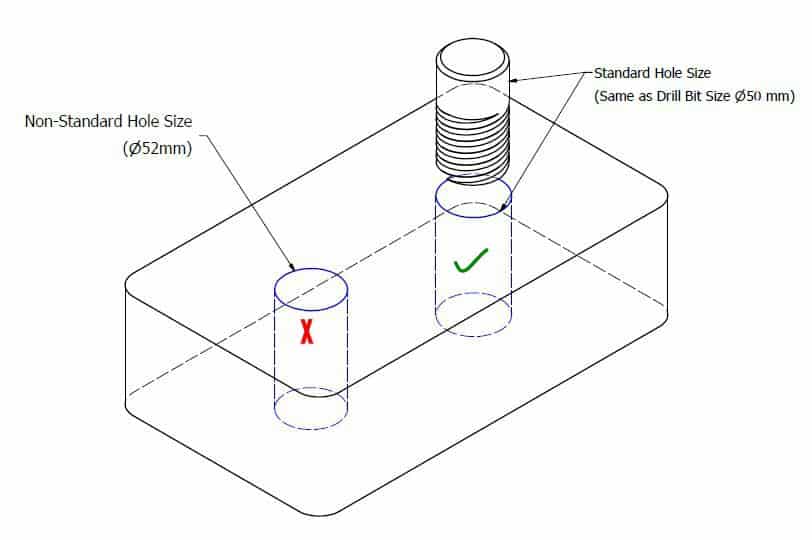
9.使用标准孔尺寸
在设计孔时,请使用标准钻头尺寸。非标准孔尺寸将需要使用铣刀将孔壁加工至指定的非标准尺寸,从而显著增加加工时间。
10. 不要在需要加工的设计中包含文字
在部件上加工文字是一种不必要的成本驱动因素,需要额外的时间和精力来制作。必要的文字可以在制造完成后涂绘在成品上。如果必须包括文字,那么使用雕刻文字,因为这样需要去除的材料较少。
结语
通过遵循这些小贴士,您可以显著降低数控机床加工部件的成本。在Xometry择幂科技,我们提供快速、经济实惠、可靠的数控机床加工服务,无论是打样还是大规模生产。请访问我们的实时报价引擎,上传您优化后的模型并选择最适合您应用的材料。