CAD 设计人员在进行CNC加工设计时常犯的 6 种错误及规避方法。牢记后,您将不再需要设计表,从而节省大量的金钱,时间和资源。
数控机床为工程师和机械师提供了一种最简单的方法来创造金属和聚合物零件。然而,为数控机床创建CAD设计可能是相当成问题的。它需要最大程度的专注和警惕,以避免错误、不准确或昂贵的零件生产。以下是CNC加工的CAD设计中的六大错误。
设计过薄的墙壁
在机械加工过程中,设计者经常未能考虑工件的可能行为。工件的性质是另一个重要的考虑因素;设计过薄的墙壁是这些疏忽的后果之一。
例如,由低刚度铝加工而成的薄壁可能在铣削过程中由于过度振动而折断或扭曲。减小壁厚会降低材料的刚度,从而增加加工期间的振动并降低可获得的精度。克服这个问题的一种方法是在设计薄壁截面时保持低的壁高与厚度(H:T)和壁高与长度(H:L)之比。非官方行业标准的最小壁厚为0.794毫米。
然而,薄墙通常是一种设计要求。在这种情况下,采用其它制造工艺如金属薄板制造更为经济。
设计无法加工的特征
并非所有可在CAD套件上设计的特征都可以由数控机床有效地加工。在设计用于数控加工时要避免的这些特征之一是弯曲孔。无论一台数控机床能实现多少自由度,它都不能有效地加工出一个曲线孔。
如果零件需要此功能,则可以使用称为放电加工(EDM)的方法。 EDM是一种使用放电产生所需形状的过程。
过度使用公差
公差定义可接受尺寸的边界。它因机器而异。许多CAD设计者在没有他们所设计的机器的公差的通用知识的情况下设计用于数控加工。这降低了加工零件的质量。根据所用机器的特性从设计中消除不必要的公差至关重要。
即使对于高质量的数控机床,设计中过大的紧公差也可能是昂贵的。并非零件的所有表面都需要公差。避免在设计中将数值标注(如半径和直径)指定给此类曲面。
设计不必要的美学特征
为了在设计用于CNC加工时节省成本和时间,有必要考虑要移除的材料的量以及在这样做时要使用的过程。像“有必要为了好看而去除材料吗?”和“是否完全有必要添加一个单一的复杂特征,这需要5轴加工的设计?”在设计用于CNC加工时,应由设计者考虑。
应避免不必要的材料移除和美学考虑。可以使用诸如电抛光的后加工工艺来代替机械加工以实现美观。
设计过深的空洞
数控工具的切削长度有限。 当铣削深度为其直径两倍或三倍的型腔时,铣削工具通常效率最高。例如,15毫米的铣削工具可安全地切削深度达35毫米的型腔。深型腔铣削可能导致工具无法到达要铣削的表面;由工具从其夹具过度伸出引起的工具偏转;工具断裂;以及芯片抽空困难。要克服这些挑战,您必须执行以下操作:
- 以越来越小的增量逐步降低端铣刀
- 使用足够大的切削刀具或使用延伸工具架。这解决了工具到达和工具偏移的问题
- 在高压下输送所用的冷却剂,以有效排出机器碎片
- 使用其他形式的加工,如EDM
设计没有半径的内角
数控铣削工具的形状为圆柱形。因此,这些工具在铣削内部垂直边时始终会创建一个半径。为内部角度设计锐边是设计用于数控加工时的常见错误。由于机器将自动创建一个半径,所以最好首先将其包括在设计中。
在设计深矩形口袋时,请确保添加的拐角半径至少为口袋深度的⅓。尖锐的边缘或不够大的拐角半径需要在较低速度下具有小得多的直径的工具,由此增加了加工成本和时间。
此外,在设计拐角半径时,应考虑在加工中使用的工具的半径。拐角半径应稍大于铣削工具的半径。这允许工具以更快的速度进行切割,并且还减少了工具上的应力。
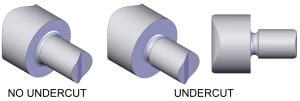
如果设计需要锐边内角,例如矩形零件需要配合的型腔,则最好设计具有底切的型腔。