Xometry择幂科技提供的工艺之一包括注塑成型。注塑成型是用许多热塑性塑料大量制造高质量零件的可行解决方案。了解更多信息,请访问我们官网上的零件设计指南和注塑选项。如果你正在为注塑成型设计,以下设计师和工程师犯的5个常见错误,注意避免。
不添加拔模斜度
模具中需要拔模斜度来从模具中释放塑料部件。塑料通常向零件中心收缩。没有拔模斜度,零件会粘在模具中,不能正确脱模。如果可能的话,每边设计1°拔模斜度,任何拔模斜度都有助于释放零件。
壁厚不均匀
不同的壁截面在零件设计中很常见,在成型时会导致意想不到的零件特性。塑料很难在不均匀的壁厚之间流动和过渡。厚壁截面会产生不同的收缩,这可能会导致零件变形。尽量使壁厚至少在浇口区域较厚,在填充结束时较薄。争取0.080-0.120英寸的壁厚,并在零件设计中利用肋和角撑板特征。
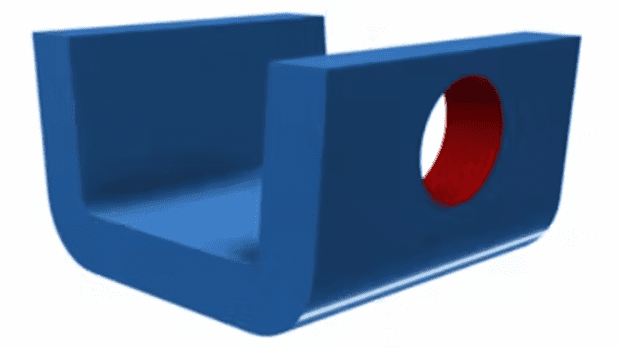
不必要的凹陷
由于当今零件设计的复杂性,凹陷是会被设计,但经常被忽视。模具中的凹陷需要在零件脱模之前处理,否则会损坏零件。在模具处理中,可以通过通芯设计、滑块、芯或升降机等有许多方法来解决凹陷问题。一个设计的简单规则:凹陷+复杂模具=更高的成本。
选错材料
材料选择是我看到的另一个常见错误。材料的选择应基于零件的位置。将生活在室外的零件应该有紫外线稳定剂,以防止开裂。承受负载的零件应该有玻璃纤维等填充物来加固零件。有轴承表面的零件应该有润滑剂之类的添加剂。

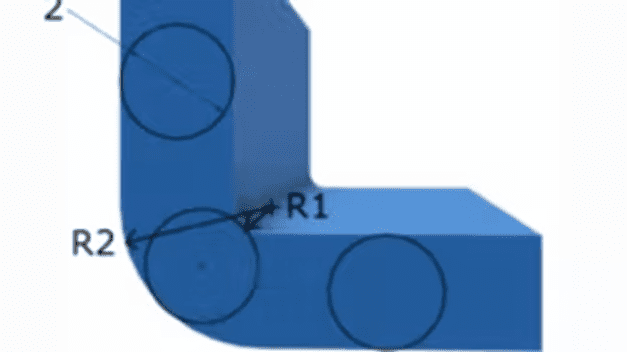
不包含圆角半径
在零件设计中,圆角半径经常被忽略。圆角半径加强了该区域,使其从长远来看更加坚固。半径减少了塑性零件中的应力集中和断裂。它还使零件看起来美观,并降低了搬运时受伤的风险。