压铸是一种快速、可重复的制造方法,能够生产出高精度零件,但这只有在设计得到优化的情况下才能实现。关键的设计决策——例如壁厚均匀性和合适的脱模斜度——直接影响模具寿命、表面质量和整体成本。设计不当可能会使模具磨损比标准周期增加多达40%。

本指南为需要在性能、成本和交货期之间取得平衡的工程师提供了基本的压铸设计技巧。它涵盖了关键的设计几何形状、模具考量因素以及基于NADCA标准和经过供应商验证的最佳实践的精加工选择。
为什么压铸需要巧妙设计
与注塑成型或CNC加工相比,压铸在更高的压力和更窄的误差范围内运行。这意味着设计错误会对模具效率、周期时间和零件报废率产生重大的连锁反应。正确的圆角半径、均匀的壁厚或最佳的脱模斜度,可以决定一个零件是优秀的、可制造的,还是存在缺陷的。
例如,一个没有足够脱模斜度的零件壁会卡在模具中。这就需要过大的顶出力,从而可能因应力引入缺陷,并减慢制造周期。
实例
一家二级汽车供应商的ECU外壳从机加工版本重新设计为压铸版本。最初的压铸设计壁厚不一致且内部有尖锐的90°角,导致18%的废品率,并需要后加工。经过修改,加入≥2毫米的圆角并将壁厚均匀性保持在±0.3毫米以内,废品率降至4%以下。这次修改还将模具维护间隔延长了一倍,显著降低了总成本和交货时间。
请参考下表了解压铸设计的权衡:
| 设计选择 | 对废品率的影响 | 对模具寿命的影响 | 对周期时间的影响 |
|---|---|---|---|
| 无或极小脱模斜度 | +25-35%(卡滞、顶出痕迹) | 20-30%(顶出磨损增加) | +1-2秒(顶出变慢) |
| 壁厚不均匀 | +20%(缩痕、气孔) | 中性 | +3-5秒(冷却延迟) |
| 尖锐内角 | +10-15%(裂纹、应力集中) | -15%(模具边缘应力) | 中性 |
| 过于复杂的几何形状 | +5-10%(欠铸、充填不良) | -10%(模具磨损增加) | +2-4秒(填充变慢) |
工程师的10大压铸设计技巧
压铸有很多优点,但与此同时,当设计具有风险的几何形状时,这些优势可能迅速转化为缺点。缺陷,如缩孔、欠铸或模具过早磨损,会迅速侵蚀工艺优势。
在介绍工程师的10大压铸设计技巧之前,请参阅下表,了解关键几何类型及其与压铸限制的相互作用。
| 几何类型 | 压铸最佳范围 | 常见风险 | 缓解策略 |
|---|---|---|---|
| 薄壁 | 1.5-2.5 毫米 (铝), 1.0-2.0 毫米 (锌) | 欠铸、填充不完整 | 提高浇口速度或壁的斜度 |
| 厚截面 | 首选 <5 毫米 | 缩孔 | 使用抽芯特征或加强筋 |
| 深凸台 | ≤ 4倍壁高 | 空洞、缩痕 | 采用空心凸台,圆角≥0.5 毫米 |
| 尖锐内边缘 | 避免半径 <0.25 毫米 | 模具应力、开裂 | 使用内圆角半径 ≥0.5-1 毫米 |
1. 根据壁厚、耐腐蚀性和后加工要求选择合金

Wh在选择压铸材料时,必须将其独特的性能——如强度、铸造性、耐腐蚀性和成本——与零件的预期功能、所需的表面处理以及任何后处理需求相匹配。这种匹配对于防止模具过快磨损、表面质量差或不合理地增加总体成本等问题至关重要。
以下是关于使用何种金属合金以及何时使用的简要指南。
压铸关键合金
- 铝合金:选择用于需要减轻重量、中等抗拉强度和良好耐腐蚀性的应用,如支架、外壳和发动机部件。
- 锌合金:非常适合高精度、薄壁零件,包括连接器、齿轮和需要良好外观光洁度的部件。Zamak 3 特别以其在模具中的优异流动性而闻名。
- 镁合金:最适合航空航天或手持电子设备等领域的超轻部件。当需要更高的延展性或抗撞性时,使用 AM60 而非 AZ91D。
- 铜及铜合金:当高导电性、耐磨性或抗菌性能至关重要时推荐使用。典型用途包括频繁面临腐蚀的管道装置或电端子。
注意:后加工与腐蚀
- 机加工:对于需要后加工的零件,避免使用高硅铝合金。研究表明,根据进给率和刀具类型,刀具磨损可能增加30–50%。
- 腐蚀:避免在高度腐蚀性环境中使用镁合金,除非经过密封或涂层处理,因为其耐盐雾性明显低于铝或锌。
压铸合金性能与设计考量
| 合金 | UTS (MPa) | YS (MPa) | 最小壁厚 (mm) | 耐腐蚀性 | 导热系数 (W/m⋅K) | 模具温度范围 (℃) | 相对成本 (1-5) | 备注 |
|---|---|---|---|---|---|---|---|---|
| A380 (铝) | 320 | 160 | 1.5 | 中等(建议喷漆) | ∼96 | 650-710 | 2 | 最常用的压铸铝合金。综合性能良好。 |
| A383 (铝) | 310 | 155 | 1.5 | 中等–良好(喷漆或铬酸盐处理) | ∼96 | 650-710 | 2 | 对于复杂设计,流动性略优于 A380。 |
| A360 (铝) | 320 | 170 | 1.25 | 良好(自然氧化层) | ∼55 | 650-700 | 3 | 更高的耐腐蚀性;铸造难度稍大。 |
| Zamak 3 (锌) | 280 | 210 | 0.75 | 良好(可电镀) | ∼113 | 400-430 | 1.5 | 优异的流动性;出色的表面光洁度。 |
| Zamak 5 (锌) | 330 | 240 | 0.75 | 中等–良好(可能需要铬酸盐处理) | ∼105 | 400-430 | 1.5 | 强度更高,但延展性略低于 Zamak 3。 |
| ZA-8 (锌铝) | 380 | 290 | 1.0 | 中等(需要涂层) | ∼130 | 400-460 | 2 | 高耐磨性;适用于承重零件。 |
| AZ91D (镁) | 230 | 160 | 1.25 | 低(必须涂层) | ∼72 | 600-630 | 3 | 超轻,未涂层时脆;用于干燥环境。 |
| AM60 (镁) | 225 | 125 | 1.5 | 低–中等(环氧树脂或阳极氧化) | ∼96 | 600-630 | 3.5 | 更好的延展性和碰撞能量吸收。 |
| 黄铜 (铜锌) | 350-500 | 250-400 | 2.0 | 高(自钝化) | ∼120 | 700-750 | 4 | 耐用、耐腐蚀;昂贵且重。 |
| 铜合金 | 400-550 | 250-450 | 2.0 | 优异(自然氧化层) | 250-400 | 700-780 | 5 | 顶级导热/导电性;模具磨损显著。 |
其中:UTS = 极限抗拉强度;YS = 屈服强度。相对成本等级:1 = 低,5 = 非常高。
腐蚀说明基于中性盐雾暴露和常见精加工实践。
2. 保持均匀的壁厚

壁厚变化会导致冷却不均,从而在较厚区域产生缩痕、因收缩差异导致翘曲以及凝固变慢等缺陷。
最佳实践是在整个零件上保持均匀的壁厚。任何不同厚度之间的过渡都必须尽可能平缓,以防止应力集中和翘曲。厚重的截面应通过抽空材料进行优化。
推荐壁厚范围:
- 铝合金:1.5–3.0 毫米
- 锌合金:0.75–2.5 毫米
- 镁合金:1.25–2.0 毫米
对于铝合金,由于冷却变慢,将壁厚从2.5毫米增加到5毫米可能会使周期时间增加15–25%。
检查清单:
- 壁厚在材料特定范围内
- 相邻区域无 >1.5倍的突然厚度变化
- 厚大特征已抽空,并添加加强筋
- 已审查铸造工艺数据以确定壁厚填充极限

3. 添加脱模斜度以便于顶出

脱模斜度是压铸设计不可或缺的一部分,因为它们确保了零件能够干净地脱模。合适的脱模斜度有助于保护模具表面,并消除拉痕或磨损等表面缺陷。零脱模斜度会导致零件卡住、顶出时变形,甚至损坏模具。
最佳设计实践是始终添加脱模斜度。表面越深或纹理越多,需要的斜度就越大。
脱模斜度公式
主要规则是每25毫米的型腔深度添加1°的脱模斜度。对于有纹理的表面,每0.1毫米的纹理深度需添加1°的脱模斜度,以避免撕裂或拉痕。
脱模斜度 = 基础斜度 + (特征深度 ÷ 25) + (纹理深度 × 10)
推荐脱模斜度
| 表面类型 | 特征深度 (mm) | 表面纹理 | 推荐斜度 (°) |
|---|---|---|---|
| 外壁 | <25 | 光滑 (Ra < 1 µm) | ≥ 1° |
| 内腔 | <25 | 光滑 | ≥ 2° |
| 深腔 | 50 | 光滑 | 3-4° |
| 任何表面 | N/A | 有纹理 (0.1 mm 深) | +1° / 0.1 mm 纹理 |
| 精细纹理(轻度哑光) | N/A | ~0.05 mm 纹理 | +0.5° |
*除非另有说明,适用于具有标准表面光洁度的铝压铸件。
检查清单:
- 外壁:≥ 1°(对于深部特征应更大)
- 内腔:≥ 2°
- 为表面纹理添加额外斜度
- 已验证凸台、标识、加强筋和倒扣的斜度
- 使用CAD宏在所有特征上应用默认值
4. 圆角与倒角:消除尖锐棱角

Sh尖锐的内外角是严重的设计缺陷。它们充当应力集中点,扰乱熔融金属的流动,并在高压注射下加速模具磨损。主要的设计修正方法是使用圆角来确保平滑过渡。
为什么圆角和半径至关重要:
- 尖锐棱角会使局部应力增加2到3倍,显著影响承受疲劳载荷零件的完整性。
- 几何形状的突变会导致金属液湍流,增加冷隔或裹气等缺陷的风险。
- 零件上的尖锐内边缘会转化为模具型腔上的尖锐边缘。这些边缘容易产生热疲劳,加速模具退化,可能使模具寿命降低高达30%。
对于复杂的加强筋网络或加强筋与壁的连接处,使用复合半径。对加强筋根部及其与壁的连接处都进行圆角处理,以实现更平滑的金属流动。
圆角尺寸公式:
最小内半径 = 0.5 × 壁厚 + 0.25 毫米
最小半径指南
| 位置 | 最小半径 | 何时增加 |
|---|---|---|
| 内角 | ≥ 0.75 毫米 或 0.5 × 壁厚 + 0.25 毫米 | 对于较厚壁或承重零件 |
| 外角 | ≥ 1.0 毫米 | 如果后续机加工或抛光 |
| 加强筋与壁连接处 | 1.0-1.5 毫米 + 复合过渡 | 始终使用复合圆角以避免冷隔 |
检查清单:
- 内角 ≥ 0.75 毫米
- 外角 ≥ 1.0 毫米
- 加强筋到壁的过渡处有复合圆角
- 所有受力路径避免零半径连接
- 检查圆角尺寸与刀具半径的兼容性
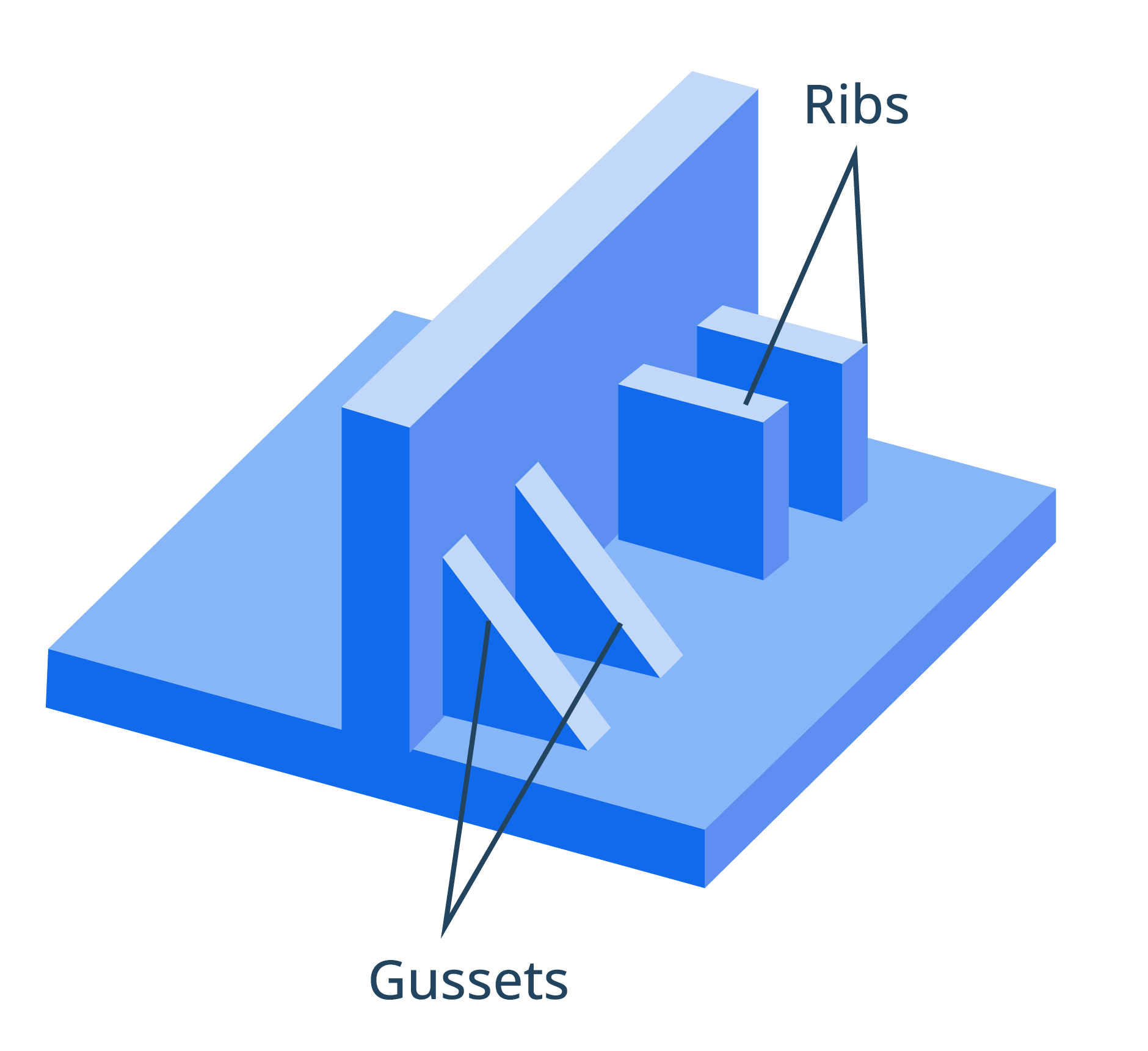
5. 加强筋和凸台设计:用最少材料获得强度

加强筋和凸台是用于增强压铸零件的重要特征,能有效提高刚度、减少翘曲,而无需使用过多材料。然而,如果设计不当,这些特征可能会引入缩痕、缩孔和冷却时间延长等缺陷。
巧妙的加强筋和凸台设计可以提高零件刚度、减少翘曲并加快生产速度。例如,用加强筋代替加厚壁来加固盖板,由于冷却更快,可以将周期时间减少12%。
加强筋设计指南
| 特征 | 推荐值 | 备注 |
|---|---|---|
| 筋厚 | 0.5-0.7 × 壁厚 | 筋过厚会积聚热量并导致缩痕 |
| 筋高 | ≤ 2.5 × 筋厚 | 筋越高,刚度收益递减 + 填充不良风险 |
| 脱模斜度 | ≥ 1° | 辅助顶出;对于深筋增加至 1.5-2° |
| 筋间距 | ≥ 3 × 筋厚 | 防止热量积聚,改善金属流动 |
检查清单:
- 保持根部圆角半径 ≥ 1 毫米
- 将凸台连接到加强筋或壁上;避免孤立凸台
- 抽空以防止缩痕并减少冷却时间
6. 顶杆、分型线和模具考量

Ej顶杆和分型线是压铸模具中不可避免的元素。至关重要的是将它们放置在隐蔽处或与非关键特征对齐,以避免破坏外观或功能。
设计指南:
| 参数 | 推荐值/操作 | 备注 |
|---|---|---|
| 放置位置 | 远离A级表面或高磨损区域 | 最小化可见性和影响 |
| 间距 | ~25-75 毫米,取决于零件尺寸 | 取决于零件尺寸和结构 |
| 垫块直径 | ≥ 1.2 × 顶杆直径 以分散力 | 需要分散力并防止顶杆穿透 |
| 表面接触区 | 为有纹理或外观区域添加平垫块 | 有助于最小化顶杆痕迹并防止薄壁穿透 |
| 顶杆区域斜度 | ≥ 0.5° 以确保干净脱模 | 确保顶杆从零件上干净脱离 |
分型线设计策略:
| 应该做的 | 不该做的 |
|---|---|
| 沿尖锐边缘、底面或装配断点放置分型线以最小化可见性。 | 分型线穿过光滑或可见表面。 |
| 利用自然几何过渡来掩盖分型线痕迹。 | 突然的过渡会放大分型线错位。 |
| 利用分型线简化模具脱模,避免不必要的侧抽芯。 | 薄的封料面容易过早产生飞边或磨损。 |
| 确保从分型线两侧的斜度分配均匀,以实现平衡顶出。 | 过于复杂的分型线几何形状会增加成本和错位风险。 |
| 在易产生飞边的区域添加修边余量,以辅助后处理。 | 分型线打断精细纹理或标识,破坏表面连续性。 |
模具参考表
| 特征 | 典型值 | 备注 |
|---|---|---|
| 顶杆直径 | 4–8 毫米 | 常见于中小型零件 |
| 分型线错位 | ± 0.15 毫米 | 典型的合模线痕迹偏差;取决于对中控制 |
| 封料面最小宽度 | ≥ 1.5 毫米 | 锌合金可更宽,铝合金可略紧 |
检查清单:
- 顶杆位于非外观面或凸台上
- 顶杆垫块足够大,以防止变形
- 分型线位于非功能性、低可见性表面
- 相对于分型线正确分配脱模斜度
- 必要时在易产生飞边区域添加修边余量
7. 后处理考量
并非所有零件特征都能通过压铸直接成型。螺纹、高精度孔和倒扣等特征通常需要后加工。应考虑特征的位置,以最小化需要去除的材料量。了解哪些特征铸造、哪些特征加工可以节省时间、减少废品并改善公差控制。
后处理设计指南
| 特征类型 | 铸造公差 (mm) | 后加工公差 (mm) | 备注 |
|---|---|---|---|
| 简单凸台/槽 | ±0.2 – ±0.3 | ±0.05 – ±0.1 | 取决于合金和零件尺寸 |
| 平面密封面 | ±0.25 | ±0.05 | 使用 +0.25 毫米的加工余量 |
| 螺纹孔 | N/A | 标准丝锥公差 | 推荐使用铸入嵌件或后攻丝 |
| 定位销孔 | ±0.3 | ±0.02 – ±0.05 | 通常在铸造后钻孔 |
螺纹通常是通过后加工完成的,倒扣需要抽芯或滑块。
对于孔,±0.1 毫米的公差是典型的,但对于更紧的配合,建议预留加工余量。
检查清单:
- 在关键表面添加加工余量
- 简单尺寸允许 ±0.1 毫米公差;复杂几何形状可放宽
- 在3D模型和2D图纸中指定"加工余量"区域
- 对于螺纹孔,使用铸入嵌件以消除攻丝操作
8. 设计窗口和孔
开口,如窗口和孔,通常出现在压铸零件中,用于减重、通风、紧固件间隙和美观。正确的位置至关重要;位置不当的孔可能导致型芯断裂、飞边形成或昂贵的后加工。

按合金划分的孔设计指南
| 合金类型 | 最小孔径 (深度 ≤ 3×直径) | 最大长径比 | 孔间最小壁厚 | 备注 |
|---|---|---|---|---|
| 铝合金 A380 | 1.5 毫米 | 4:1 | 1×孔径 | 侧壁添加 ≥1° 斜度 |
| 锌合金 Zamak 3 | 1.0 毫米 | 5:1 | 0.8×孔径 | 更精细的细节,模具更软 |
| 镁合金 AZ91D | 2.0 毫米 | 3:1 | 1×孔径 | 型芯强度较低,更容易断裂 |
在压铸设计中考虑以下因素以正确放置窗口和孔:
- 避免带有尖锐边缘的孔或窗口,因为它们会导致局部模具磨损和应力集中。相反,在边缘处使用足够的圆角,以降低型芯应力并改善金属流动。
- 避免无支撑的小型芯,或在必要时加固它们。
检查清单:
- 保持边缘距离 ≥ 1倍壁厚,以防止形成薄弱的连接
- 在铸造孔上使用 ≥ 1° 的斜度;对于深窗口增加到 2-3°
- 使孔轴线与模具开模方向对齐,避免侧抽芯
- 避免高长径比孔,以防止型芯断裂
- 确保孔之间的加强筋 ≥ 1 毫米,以防止飞边或填充不完整
9. 表面光洁度与外观等级
压铸零件的功能和外观受表面光洁度等级的影响。面向消费者的区域或可见部分需要抛光或涂层,而所应用的光洁度等级反过来又会影响成本、尺寸公差和后处理时间。
例如,粉末涂层每面可能增加 +0.05-0.10 毫米的厚度,这要求您相应地调整公差。
压铸表面光洁度等级
| 等级 | 典型 Ra (µm) | 铸造状态 | 后处理 | 用例 |
|---|---|---|---|---|
| 1级 — 实用级 | 6.3-12.5 | 可见缺陷可接受 | 无或仅保护性涂层 | 内部零件、不可见支架 |
| 2级 — 功能级 | 3.2-6.3 | 允许微小瑕疵 | 局部抛光或喷漆 | 安装板、散热器 |
| 3级 — 商业级 | 1.6-3.2 | 表面均匀,轻微工具痕迹 | 镀锌、粉末涂层、阳极氧化 | 结构件、半可见零件 |
| 4级 — 消费级 | 0.8-1.6 | 无可见缺陷,外观要求 | 定制喷漆、喷砂 | 外壳、装饰性罩壳 |
| 5级 — 高级 | < 0.8 | 选定区域需微观精加工 | 抛光、蒸汽研磨、多层涂层 | 密封面、O型圈槽、高级外壳 |
- 将光洁度与功能相匹配。考虑对内部件使用实用级光洁度,对外观面使用高级光洁度。
- 隔离需要后处理抛光的临界表面;在CAD中将其标记为"需要机加工"。
- 对可见区域使用一致的纹理方向或遮蔽。
检查清单:
- 指定的Ra值与等级匹配。
- 避免对精密孔进行过度精加工,以防直径超差。
- 确保配合面上的涂料堆积不会导致装配干涉。
- 为避免成本增加,避免不必要地在整个零件上指定4/5级光洁度。
10. 设计权衡与现实场景
压铸在成本、复杂性、性能和交货期方面涉及固有的权衡。例如,添加结构加强筋可以提高刚度,但可能使模具设计复杂化并增加顶出力。您必须通过在设计决策时进行综合评估,来平衡可制造性和功能。
理解这些权衡使您能够根据产量、公差需求和预算做出明智的妥协。
设计决策矩阵
| 设计选择 | 模具复杂性变化 | 单件价格影响 | 生产风险 |
|---|---|---|---|
| 添加型芯针 | +1个嵌件,少量EDM成本 | 机加工时间减少约20% | 顶出时型芯针断裂 |
| 铸入式螺纹嵌件 | +嵌件设置 | 后工序成本降低约$0.30/件 | 模具内错位风险 |
| 后加工孔 | 无 | 二次加工成本增加 | 需要夹具设置,增加交货时间 |
从设计到铸件
为压铸优化设计是在几何形状、模具限制和材料科学之间取得平衡。通过应用这十个实用技巧——从保持均匀壁厚到战略性分型线布置——您可以确保您的零件不仅可制造,而且成本效益高、性能优异。