选择性激光熔化(SLM),也称为直接金属激光烧结(DMLS),是一种金属3D打印技术,利用金属粉末制造零件。该技术能够以极高的精度制造出高度细致且复杂的零件。然而,您的SLM 3D打印项目的成功在很大程度上取决于3D CAD模型设计的质量。
在本指南中,您将学习优化直接激光烧结设计的最基本设计技巧。
尺寸限制
尺寸限制在SLM中非常重要,因为它们规定了印刷过程中问题可能出现的尺寸,超出或低于。SLM工艺的一些尺寸限制如下。
- 最大组装体积:250 x 250 x 325 毫米
- 最小特征尺寸:结构特征为1.5毫米,外观特征为0.75毫米
- 层厚:根据印刷材料不同,厚度可能在0.02至0.08毫米之间
公差
SLM 3D打印可以生产公差±0.2%(0.1 - 0.2毫米)的零件。严格的公差生产成本更高,因此只应对需要公差的特征应用公差,比如匹配零件和需要与其他产品匹配的零件。请注意,几何形状因素,如印刷过程中的内部应力、支撑结构等,可能导致公差和平面度的偏差。如果你拟建的零件要求严格平整,那么SLM可能不是你的最佳选择。
支撑结构
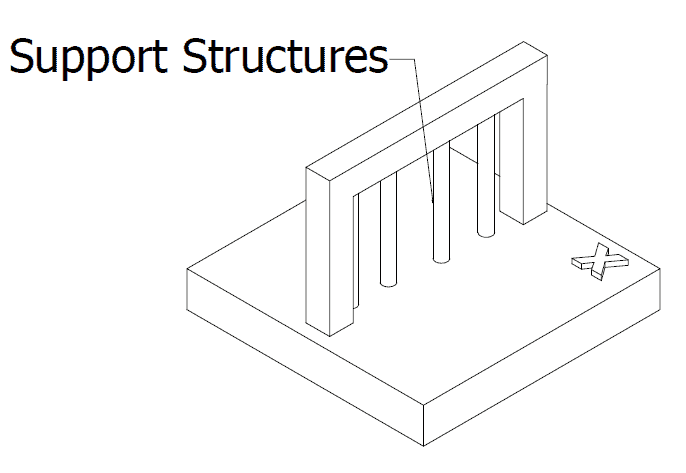
SLM是一种逐层3D打印工艺。被打印的图层依赖于之前打印的图层作为支撑。在某些几何形状中,如悬垂、拱形和大于30°的倾斜面,没有支撑层,因此设计中必须包含不属于最终产品的支撑结构。这些在打印时提供支持,但在后期处理时会被移除。
还需要支撑结构以减少或防止变形,将零件固定在制造平台上,并防止零件在SLM机床滚筒的压力下移动。虽然支撑结构是必要的,但它们会增加整体生产成本,因为它们消耗材料并延长建造时间,且后来会被拆除。
通过设计角度小于或等于30°,以及在角点使用倒角和倒角,使零件更具自承性并减少支撑结构的需求。
地貌之间的距离
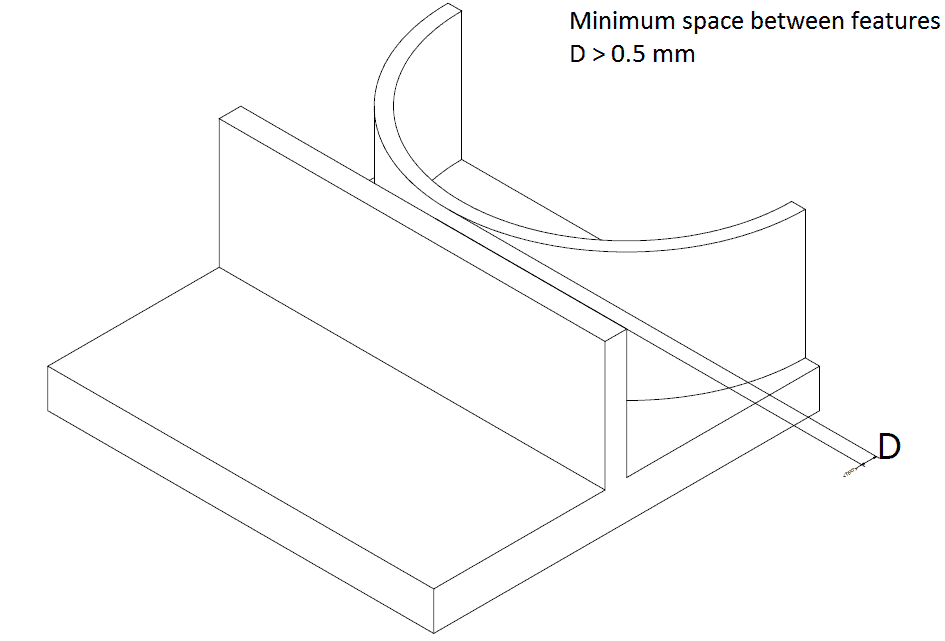
由于在DMLS过程中激光器散热到周围粉末中,激光器形成的熔池略大于其直径。因此,彼此过于接近的特征可能会融合在一起。另一个可能的含义是形成一块未烧结粉末卡在烧结区域之间。为避免这些,特征间至少留出0.5毫米的间隙。
空心部件与逃逸孔

为了减少材料使用和成品重量,零件可以设计成空心。在大多数情况下,这不会影响零件的最终应用。对于空心零件,可以在设计中加入逃逸孔,以便去除空心部分残留的未烧结粉末。
通过我们庞大的制造商网络,Xometry Asia为多种金属合金提供按需SLM 3D打印服务。利用这些技巧优化模型后,请访问我们的即时报价平台上传,几秒钟内即可获得报价。