切削液是专门为金属加工和机械加工过程设计的物质,在这些过程中既起润滑剂又起冷却剂的作用。 这种液体通常在加工过程中使用。切削液可以通过注液、流体射流、喷雾等方式使用。
切削液种类
切削液有不同的种类,根据相、成分、来源和使用方法而不同。但是,它们可以大致分类如下。
可溶性油(乳液)
可溶性油是由矿物油按一定比例(通常为油与水的1-20%)加入水中形成的稳定乳液。组成可溶性油的其他成分有:
- 乳化剂,如磺酸钠,通过降低水的表面张力使油滴与水混合;
- 作为偶联剂或提高耐腐蚀性能的添加剂;
- 防止细菌生长的杀菌剂;
- 抗磨添加剂,改善润滑。
可溶性油是机械加工中使用的最便宜和最常见的切削液类型。它们具有良好的冷却和平均润滑性能。它们最适合光切割操作。
直馏油
直馏油是不加水的非乳化矿物油。动植物油最初在金属切削中用作纯油润滑剂。尽管它们的生物降解性使它们对环境友好,但它们价格昂贵,分解速度快。因此,它们现在只被用作石油和矿物油的添加剂,以改善润滑。矿物油是从原油精炼中获得的以石油为基础的碳氢化合物。它们可能含有添加剂,如氯、磷和硫,这是极压添加剂,以减少刀具磨损。
合成流体
这些水基流体堪比矿物和石油基油。它们是由有机和无机化学化合物与添加剂一起溶于水中而形成的。添加剂包括润滑剂添加剂、防锈剂和缓蚀剂。所有这些添加剂都改善了润滑等性能,否则这些性能会因流体的含水量而受到影响。
半合成流体
半合成流体是合成流体、水基流体和可溶性油乳状液的组合。它们含有5-50%的矿物油、添加剂和化合物的混合物,它们溶于水中形成粒径为0.1-0.01mm的微乳液。半合成流体结合了可溶性油和合成流体的性质。
切削液在数控加工中的作用
冷却
在金属切削加工过程中,由于切削刀具与工件表面之间的摩擦,在工件、切屑和切削刀具中产生热。热也是由于金属在剪切区的塑性变形而产生的。这种热量有许多负面影响,包括热膨胀、化学反应如氧化、表面焊接等。切削液用于冷却刀具和工件,从而防止这些影响。
润滑
加工过程中发热的主要原因是摩擦。热和摩擦力的结合倾向于把表面焊接在一起。切削液通过在切屑和刀具之间形成一个薄层来减少摩擦,有效地减少了它们之间的接触。润滑还可以减少切削刀具的磨损,降低加工过程的能耗。
防腐蚀
存在于切削液中的防锈剂和缓蚀剂可以防止机械零件和加工表面的腐蚀。矿物油切削液通过在暴露的表面上形成一层非常薄的保护层来防止氧化。
提高刀具寿命
通过散热,减少摩擦和磨损,防止腐蚀和生锈,切削液大大减少了刀具磨损,从而提高了刀具寿命。
去除切屑
在某些加工过程中,如铣削和钻削,切屑往往会在切削区周围堆积。这些芯片的堆积可能会抑制切割。切削液也用于冲走切削区的切屑。
表面处理提升
通过防止工件的热膨胀和性能变化,切削液有助于加工零件的良好表面处理。
切削液的性能
以下是一种好的切削液应该具备的一些特性。
高热导率
导热系数是一种物质导热能力的量度。在切削液的情况下,它能多好地将热量从工件和刀具上传导出去。
高热容
切削液的热容越高,在变热或沸腾之前就能吸收更多的热量。
低粘度
切削液的低粘度使其易于流动。它还可以防止碎片与流体混合而形成污泥。
无腐蚀性
好的切削液不应该攻击工件或刀具。
抗腐蚀抗氧化
好的切削液除了不具有腐蚀性外,还必须防止零件的腐蚀和氧化。
无毒
考虑到切削液可能与人类或环境接触的事实,一种好的切削液必须对两者都没有毒性。
无化学反应
切削液不得与其接触的表面发生化学反应。这不仅损害这些表面,而且使流体降解。
无味
为了避免机器或被加工零件上的任何挥之不去的气味,一种好的切削液必须是无味的。
足够清晰(透明)
好的切削液应该足够清晰,以免妨碍工件的视野。
稳定性
一个好的切削液不应该在使用或储存时迅速降解。
数控加工切削液的使用方法
切削液的上述作用适用于数控加工过程。然而,加工过程多种多样,应用方法也多种多样。
数控车铣
在数控铣削操作中,工件在切削刀具移动时保持静止。在这种操作中,切削液最好采用泛洪的方式应用。
数控钻削
数控钻削中切削液的主要用途是排屑和冷却。润滑不是真正必要的,因为建立边缘形成的可能性很低。建议采用射流切削液。
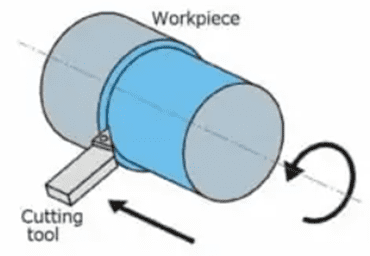
数控车削
这一过程发生在非常高的速度,因此冷却是至关重要的。考虑到工件旋转。切削液宜采用射流法。
为您的数控加工过程选择合适的切削液
切削液的选择取决于许多因素,包括切削刀具类型、工件材料和加工操作。
切削刀具型
硬质合金工具会变得很热。这使得它们更容易受到热冲击的影响,热冲击是切削刀具不同部分膨胀量不同的现象。合成切削液具有非常高的冷却能力建议用于这种刀具类型。
高速钢也会变热,但不如硬质合金工具热。可溶性油和半合成流体是合适的。
工件材料
金属是最常见的需要切削液的工件材料。以下是一些加工最多的金属及其合适的切削液。
- 钢-含润滑剂添加剂的矿物油
- 合金钢-硫黄铜油或矿物油
- 不含活性硫的铝溶油或矿物油(活性硫污染铝)
- 铜-溶油
- 不锈钢-含优良极压添加剂的矿物油
- 铸铁-无
机械加工操作
相对容易的机械加工操作,如车削、铣削、成形和钻孔以相对较高的速度进行。在这样的速度下,需要高度冷却。只需要适度的润滑和极压性能。因此,尽管可溶性油也可以使用,合成流体依然最适合于这种操作。
另一方面,拉削和螺纹切削等困难的机械加工操作需要良好的润滑。这些操作是在低速和高压下进行的,因此需要具有优良润滑和极压性能的切削液。含有极压添加剂的矿物油是最佳选择。
推荐阅读:CNC车铣