激光烧结成型 (SLS) 是一种粉末床熔融 3D 打印技术,使用激光通过粉末材料创建高精度部件。为了充分利用这项技术的特性,您的 3D 模型必须根据多项建议进行设计。
以下的设计心得可以帮助优化你的激光烧结成型(SLS)3D打印设计。
尺寸限制
在设计激光烧结成型(SLS) 3D打印时,尺寸限制的考虑非常重要。以下是这些技术中的一些大小限制。
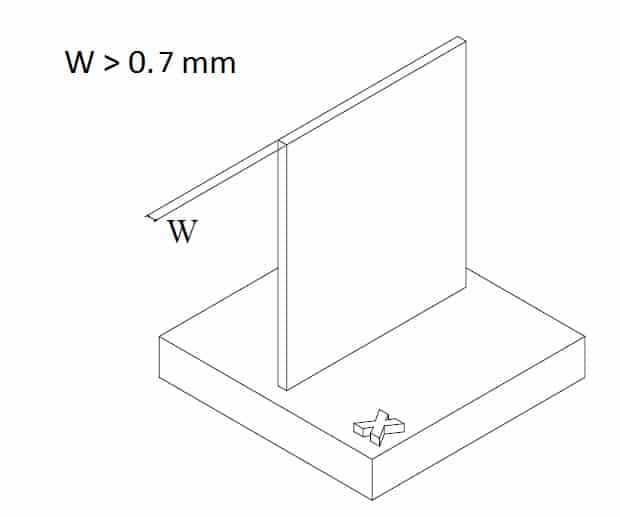
壁厚: 为了防止印刷过程中的塌陷或后处理或使用过程中的破裂,有必要设计具有足够厚的壁的部件。对于SLS,建议的最小壁厚为0.7毫米(PA 12)至2.0毫米(碳填充的聚酰胺)。有可能具有薄至0.6 mm的壁,前提是提供支撑结构。对于任何一种工艺,1.3 mm的壁厚对于可重复的结果是优选的,并且在大多数情况下,壁不需要超过4 mm。
小于0.5 mm的壁可能由于来自激光的热而过度增厚。
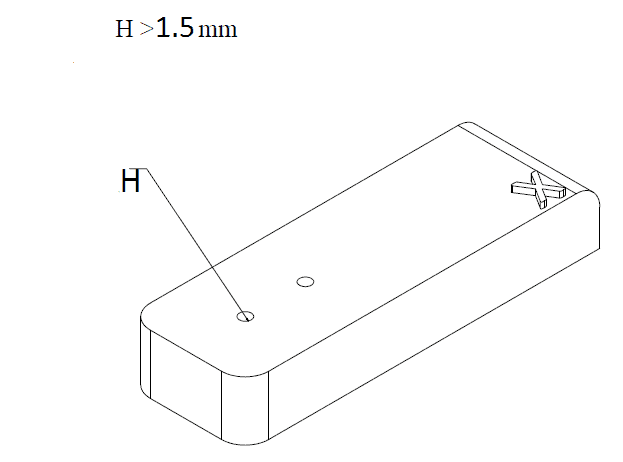
孔径大小: 激光烧结成型(SLS)技术可以直接在零件上打印孔(而不是在打印后钻孔)。但是,您设计的孔的直径不能小于1.5 mm。这是为了防止未烧结的粉末卡在孔中。建议将孔设计为标准钻头尺寸,以防需要机械打开。
零件尺寸:激光烧结成型(SLS)的最大可打印零件尺寸为340 x 340 x 605 mm,但我们建议最大尺寸为320 x 320 x 580。建议的最小特征尺寸为0.75,尽管小至0.5 mm的特征是可打印的。
公差
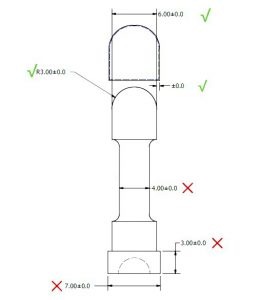
为激光烧结成型(SLS)3D打印进行设计时,请将公差限制在重要的区域(如配合零件)。过大的公差只会增加打印工作量。
可实现的尺寸精度取决于打印机和打印部件的尺寸,激光烧结成型(SLS)能够以高达特征尺寸的0.3%(最小)的非常高的精度进行打印。0.3毫米)。
空心零件
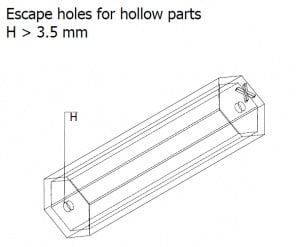
为了减少重量和材料使用,零件可以设计为空心。对于这样的部件或特征,必须包括排出孔(一个或多个),以从空洞中去除残余的未烧结粉末。建议的最小孔尺寸为3.5 mm。还需要足够大的孔,以允许通过介质滚动对空心部件的内部进行抛光。
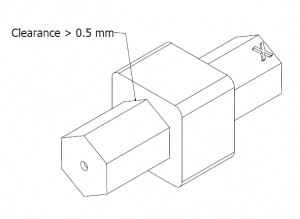
互锁部件
激光烧结成型(SLS)可以在单个构建中打印匹配和移动部件。这意味着,使用这种3D打印技术,当您在一个周期中构建整个功能组件时,在组装之前不需要打印单独的零件。对于互锁零件,模型必须设计为具有0.5毫米的最小间隙,如果可能,优选更大的间隙。这是为了确保彻底清除多余粉末,以确保印刷组件不会成为一个实体零件。
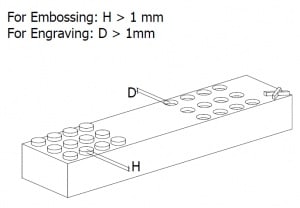
雕刻和压花
零件的某些细节会在打印过程中进行雕刻或浮雕。为了使这些细节可见,我们建议将其最小深度或高度设计为1 mm。该深度对于后处理也很重要,因为小于1 mm的任何雕刻或压纹都可能在介质滚动过程中磨损。
也可以使用激光烧结成型(SLS)在零件上打印文本。为确保可读性,文本的最小高度应为2 mm。此外,建议使用Sans serif字体,这不仅是为了易读性,也是为了减少细节。在文本中添加草稿有助于确保更脆弱的字母,如小写字母“i”,将经得起后期处理和处理。
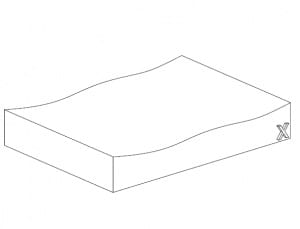
翘曲
激光烧结成型(SLS)3D打印最重要的设计提示之一是避免使用大的平面。这种表面容易翘曲,因此应避免。如果它们是零件的关键特征,则应在设计中包括肋以提供支撑。但是,请注意,这可能并不总能解决问题,因此,应尽可能避免使用大的平面。
结论
遵循这些提示,您可以放心,您的3D打印部分将是更优秀的。您的设计准备好了吗?前往我们的实时报价引擎,上传报价并在几秒钟内获得报价。