Aluminium is one of the most machined materials available today. In fact, aluminium CNC machining processes are second after steel in terms of frequency of execution. Mainly this is due to its excellent machinability.
In its purest form, the chemical element aluminium is soft, ductile, non-magnetic, and silvery-white in appearance. However, the element is not only used in the pure form. Aluminium is usually alloyed with various elements such as manganese, copper and magnesium to form hundreds of aluminium alloys with various significantly improved properties. The most commonly machined aluminium alloys and their designations by different standards can be found here.

Benefits of using aluminium for CNC machined parts
Although there are numerous aluminium alloys with varying degrees of properties, there are fundamental properties applicable almost to all aluminium alloys.
Machinability
Aluminium is readily formed, worked, and machined using a variety of processes. It can be quickly and easily cut by machine tools because it is soft and it chips easily. It is also less expensive and requires less power to machine than steel. These characteristics are of immense benefits to both the machinist and the customer ordering the part. Furthermore, aluminium's good machinability means it deforms less during machining. This leads to higher accuracy as it allows CNC machines to achieve higher tolerances.
Strength-to-weight ratio
Aluminium is about a third of the density of steel. This makes it relatively light. Despite its lightweight, aluminium has very high strength. This combination of strength and light weight is described as the strength-to-weight ratio of materials. Aluminiums high strength-to-weight ratio makes it favourable for parts required in several industries such as the automotive and aerospace industries.
Corrosion resistance
Aluminium is scratch resistant and corrosion resistant in common marine and atmospheric conditions. You can enhance these properties by anodizing. It's important to note that resistance to corrosion varies in different aluminium grades. The most regularly CNC machined grades, however, have the most resistance.
Performance at low temperatures
Most materials tend to lose some of their desirable properties at sub-zero temperatures. For example, both carbon steels and rubber become brittle at low temperatures. Aluminium, in its turn, retains its softness, ductility, and strength at very low temperatures.
Electrical conductivity
The electrical conductivity of pure aluminium is about 37.7 million siemens per metre at room temperature. Although aluminium alloys may have lower conductivities than pure aluminium, they are conductive enough for their parts to find use in electrical components. On the other hand, aluminium would be an unsuitable material if electrical conductivity is not a desirable characteristic of a machined part.
Recyclability
Since it is a subtractive manufacturing process, CNC machining processes generate a large number of chips, which are waste materials. Aluminium is highly recyclable which means it requires relatively low energy, effort, and cost to recycle. This makes it preferable to those who want to recoup expenditure or reduce material wastage. It also makes aluminium a more environmentally-friendly material to machine.
Anodisation potential
Anodisation, which is a surface finishing procedure that increases the wear and corrosion resistance of a material, is easy to achieve in aluminium. This process also makes adding colour to machined aluminium parts easier.
Popular aluminum alloys for CNC machining
From our experience at Xometry, the following 5 aluminium grades are one of the most often used for CNC machining.
EN AW-2007 / 3.1645 / AlCuMgPb
Alternative designations: 3.1645; EN 573-3; AlCu4PbMgMn.
This aluminium alloy has copper as its main alloying element (4-5%) of copper. It is a short-chipped alloy that is durable, light, highly functional, and has the same high mechanical properties as AW 2030. It is also suitable for threading, heat treatment, and high-speed machining. All these properties make EN AW 2007 widely used in the production of machine parts, bolts, rivets nuts, screws, and threaded bars. However, this aluminium grade has low weldability and low corrosion resistance; therefore it is recommended to carry out protective anodising after part machining.
EN AW-5083 / 3.3547 / Al-Mg4,5Mn
Alternative designations: 3.3547; Alloy 5083; EN 573-3; UNS A95083; ASTM B209; AlMg4.5Mn0.7
AW 5083 is renowned for its excellent performance in severe environments. It contains magnesium and small traces of chromium and manganese. This grade has very high resistance to corrosion in both chemical and marine environments. Of all the non-heat treatable alloys, AW 5080 has the highest strength; a property which it retains even after welding. While this alloy should not be used in applications with temperatures higher than 65°C, it excels in low temperature applications.
Due to its set of desirable properties, AW 5080 is used in numerous applications including cryogenic equipment, marine applications, pressure equipment, chemical applications, welded constructions, and vehicle bodies.
EN AW-6060 / 3.3206 / Al-MgSi
Alternative designations: 3.3206; ISO 6361; UNS A96060; ASTM B 221; AlMgSi0,5
This is a magnesium and silicon containing wrought aluminium alloy. It is heat-treatable and has average strength, good weldability, and good formability. It is also highly resistant to corrosion; a property which can be improved even further through anodising. EN AW 6060 is often used in construction, food processing, medical equipment, and automotive engineering.
EN AW-7075 / 3.4365 / Al-Zn6MgCu
Alternative designations: 3.4365; UNS A96082; H30; Al-Zn6MgCu.
Zinc is the primary alloying element in this grade of aluminium. Although EN AW 7075 has average machinability, poor cold forming properties, and is not suitable for both welding and soldering; it has a high strength-to-density ratio, excellent resistance to atmospheric and marine environments, and strength comparable to some steel alloys. This alloy is employed in a very wide range of applications including hang glider and bicycle frames, rock climbing equipment, weaponry, and mold tool manufacturing.
EN AW-6061 / 3.3211 / Al-Mg1SiCu
Alternative designations: 3.3211, UNS A96061, A6061, Al-Mg1SiCu.
This alloy contains magnesium and silicon as its major alloying elements with trace amounts of copper. With a tensile strength of 180Mpa, this is a high strength alloy and is very suitable for highly loaded structures such as scaffolds, rail coaches, machine and aerospace parts.
EN AW-6082 / 3.2315 / Al-Si1Mg
Alternative designations: 3.2315, UNS A96082, A-SGM0,7, Al-Si1Mg.
Typically formed by rolling and extrusion, this alloy has medium strength with very good weldability and thermal conductivity. It has high stress corrosion cracking resistance. It has a tensile strength that ranges from 140 – 330MPa. It is heavily employed in offshore construction and containers.

Aluminium CNC machining processes
You can machine aluminium by a number of the CNC machining processes available today. Some of these processes are as follows.
CNC Turning
In CNC turning operations, the workpiece rotates, while the single-point cutting tool stays stationary along its axis. Depending on the machine, either the workpiece or the cutting tool carries out feed motion against the other in order to achieve material removal.

CNC Milling
CNC Milling operations are the most commonly used in machining aluminium parts. These operations involve the rotation of a multi-point cutting along its axis, while the workpiece stays stationary along its own axis. Cutting action and subsequently material removal is achieved by the feed motion of either the workpiece, the cutting tool, or both of them combined. This motion can be carried out along multiple axes.

Pocketing
Also known as pocket milling, pocketing is a form of CNC milling in which a hollow pocket is machined in a part.
Facing
Facing in machining involves creating a flat cross-sectional area on the surface of a workpiece through either face turning or face milling.
CNC Drilling
CNC Drilling is the process of making a hole in a workpiece. In this operation, a multi-point rotating cutting tool of a particular size move in a straight line perpendicular to the surface to be drilled, thereby effectively creating a hole.
Tools for machining aluminium
There are several factors that influence the selection of a tool for aluminium CNC machining.
Tool design
There are different aspects of a tool geometry that contributes to its efficiency in machining aluminium. One of these is its flute count. In order to prevent difficulty in chip evacuation at high speeds, cutting tools for aluminium CNC machining should have 2-3 flutes. A higher number of flutes results in smaller chip valleys. This will cause the large chips produced by aluminium alloys to get stuck. When cutting forces are low and chip clearance is critical to the process, you should use 2 flutes. For a perfect balance of chip clearance and tool strength, use 3 flutes.

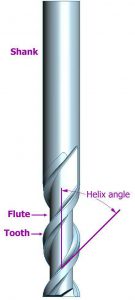
Helix angle
The helix angle is the angle between the centre line of a tool and a straight line tangent along the cutting edge. It is an important feature of cutting tools. While a higher helix angle removes chips from a part more quickly, it increases the friction and heat during cutting. This may cause the chips to weld to the tool surface during high-speed aluminium CNC machining. A lower helix angle, on the other hand, produces less heat but may not remove chips effectively. For machining aluminium, a 35° or 40° helix angle is suitable for roughing applications, while a helix angle of 45° is best for finishing.
Clearance angle
Clearance angle is another important factor for the proper functioning of a tool. An excessively large angle would cause the tool to dig into the work and chatter. On the other hand, a too small angle would cause friction between the tool and the work. Clearance angles between 6° and 10° are best for aluminium CNC machining.
Tool material
Carbide is the preferred material for cutting tools used in aluminium CNC machining. Because aluminium is soft cutting, what is important in a cutting tool for aluminium is not hardness, but the ability to retain a razor sharp edge. This ability is present in carbide tools and it depends on two factors, carbide grain size and binder ratio. While a larger grain size results in harder material, a smaller grain size guarantees a tougher, more impact-resistant material which is actually the property we require. Smaller grains require cobalt to achieve the fine grain structure and the material's strength.
However, cobalt reacts with aluminium at high temperatures, forming a built-up edge of aluminium on the tool surface. The key is to use a carbide tool with the right amount of cobalt (2-20%), in order to minimize this reaction, while still maintaining the required strength. Carbide tools are typically able to withstand better than Steel tools, the high speeds associated with aluminium CNC machining.
In addition to tool material, tool coating is an important factor in tool cutting efficiency. ZrN (Zirconium Nitride), TiB2 (Titanium di-Boride), and diamond-like coatings are some suitable coating for tools used in aluminium CNC machining.
Feeds and speeds
Cutting speed is the speed at which the cutting tool rotates. Aluminium can withstand very high cutting speed hence the cutting speed for aluminium alloys is dependent on the limits of the machine being used. The speed should be as high as is practical in aluminium CNC machining, as this reduces the possibility of the formation of built-up edges, saves time, minimises temperature rise in the part, improves chip breakage, and improves finishing. The exact speed used varies by the aluminium alloy and the tool diameter.
Feed rate is the distance the workpiece or tool moves per revolution of the tool. The feed used depends on the desired finish, the strength, and the rigidity of the workpiece. Rough cuts require a feed of 0.15 to 2.03 mm/rev while finishing cuts require a feed of 0.05 to 0.15mm/rev.
Cutting fluid
Despite its machinability, never cut aluminium dry as this promotes the formation of built-up edges. The appropriate cutting fluids for aluminium CNC machining are soluble-oil emulsions and mineral oils. Avoid cutting fluids that contain chlorine or active sulphur as these elements stain aluminium.
Post-machining processes
After machining an aluminium part, there are certain processes that you can carry out to enhance the physical, mechanical, and aesthetic features of the part. The most widespread processes are as follows.
Bead and sand blasting
Bead blasting is a finishing process for aesthetic purposes. In this process, the machined part is blasted with tiny glass beads using a highly pressurised air gun, effective removing material and ensuring a smooth surface. It gives aluminium a satin or matte finish. The main process parameters for bead blasting are the size of the glass beads and the amount of air pressure used. Only use this process when the dimensional tolerances of a part are not critical.
Other finishing processes include polishing and painting.
Besides bead blasting, there is also sandblasting, which uses a high-pressure stream of sand to remove material.
Coating
This involves coating an aluminium part with another material such as zinc, nickel, and chrome. This is done to improve the parts processes and may be achieved through electrochemical processes.
Anodising
Anodising is an electrochemical process in which an aluminium part is dipped in a solution of diluted sulphuric acid, and an electric voltage is applied across the cathode and anode. This process effectively converts the exposed surfaces of the part into a hard, electrically non-reactive aluminium oxide coating. The density and thickness of the coating created is dependent on the consistency of the solution, the anodising time, and the electric current. You may also carry out anodisation to colour a part.
Powder coating
The powder coating process involves coating a part with colours polymer powder, using an electrostatic spray gun. The part is then left to cure at a temperature of 200°C. Powder coating improves strength and resistance to wear, corrosion, and impact.
Heat treatment
Parts made from heat-treatable aluminium alloys may undergo heat treatment to improve their mechanical properties.
Applications of CNC machined aluminium parts in industry
As stated earlier, aluminium alloys have a number of desirable properties. Hence, CNC machined aluminium parts are indispensable in several industries, including the following:
- Aerospace: due to its high strength to weight ratio, several aircraft fittings are made from machined aluminium;
- Automotive: similar to the aerospace industry, several parts such as shafts and other components in the automotive industry are made from aluminium;
- Electrical: having high electrical conductivities, CNC machined aluminium parts are often used as electronic components in electrical appliances;
- Food/Pharmaceutical: because they do not react with most organic substances, aluminium parts play important roles in the food and pharmaceutical industries;
- Sports: aluminium is often used to make sports equipment such as baseball bats and sport whistles;
- Cryogenics: aluminium's ability to retain its mechanical properties at sub-zero temperatures, makes aluminium parts desirable for cryogenic applications.